

首页 > 挤塑 挤橡 发泡
[问题求助] 压缩比与直径比是什么


P:2014-09-01 11:48:11
9
aqhd2008:
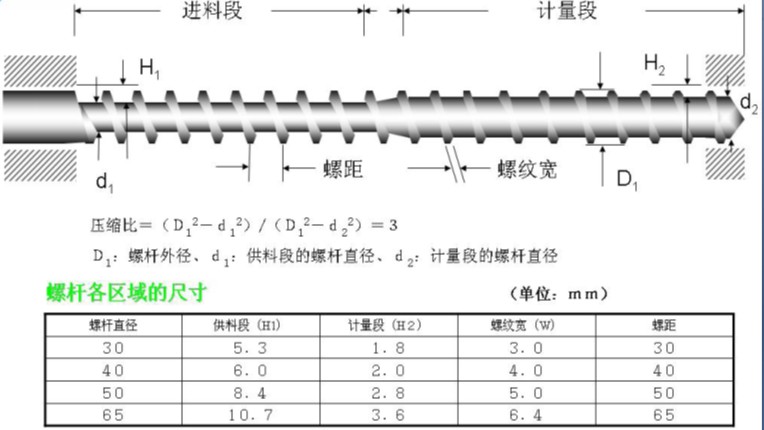
相对同一种物料压缩比对挤出产量起决定作用,计算公式为(螺杆直径-进料段槽深)*进料端槽深/(螺杆直径-出料段槽深)*出料段槽深;长径比决定物料塑化效果,以适合生产为准尽可能选用小长径比。
应该是“(螺杆直径2-进料段直径2) / (螺杆直径2-计量段直径2)”
[songyou 在 2014-9-1 11:49:25 编辑过]
[songyou 在 2014-9-1 11:50:43 编辑过]
[songyou 在 2014-9-1 11:52:13 编辑过]
ground-wire wound optical cable - 架空地线卷绕型光缆 (1) 投诉

15

你需要登录才能发表,点击登录。