

首页 > 汽车线缆
[汽车线束] 线束制作操作规范
P:2019-04-14 09:05:57
1
开线工序操作规范
根据工艺文件,使用线束剪剥机等设备、工具,将原材料导线剪裁、剥口成生产所需。
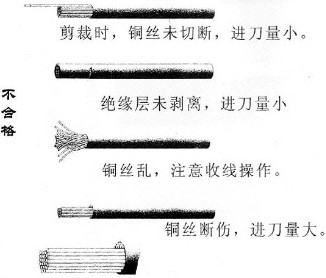
1.切剥口的要求:
a.切断面平整,铜丝整齐;
b.所有剥头(口)不得切断铜丝;
c.剥头处铜丝不得紊乱,注意收线操作。
※注:禁止出现如下图中所示的不合格项。
2.开线尺寸要求:
a.开线时的基本尺寸应符合设计要求;
b.开线尺寸的极限偏差随基本尺寸的不同而变化(L=开线尺寸单位:mm):L<300,偏差为0+2;300≤L<1000,偏差为0+5;1000≤L<4000,偏差为0+10;L>4000,偏差为0+15
开线辅助工序操作规范:
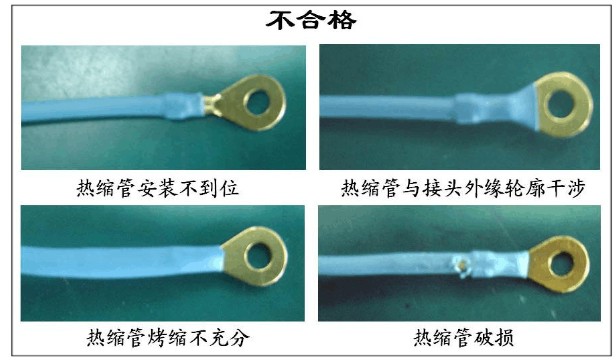
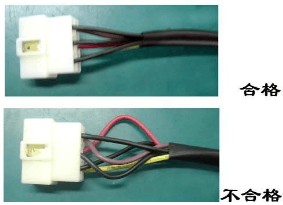
热缩管在烤缩后,应该保证:
1.沿导线的轴向不窜动;
2.沿导线的径向观察不漏铜丝;
3.对于孔式、叉式接头,热缩管不与接头外缘轮廓干涉。※
注:如下图1所示为合格品,禁止出现如下图2所示的不合格项。

压接工序操作规范:
根据QC/T29106-2004《汽车低压电线束技术条件》的规定,端子与电线连接应优先采用压接方法,连接应符合以下要求:
1.端子应分别压紧在导体和密封塞上,密封塞在压接时不应损伤,导线与密封塞之间、密封塞与护套之间不应有目视可见的间隙;
2.如果使用钎焊方法,不允许使用腐蚀性焊锡膏。焊点要求光滑,不允许存在漏焊、未焊透、杂质;
3.使用压接方法的端子和电线压接处的横断面应符合表-1的要求;
下表 压接横断面的几种形态
| 形态 | 要求/不合格原因描述 | |
| 合格 | 标准 | 1.压接包桶应封闭,两个包爪之间互相支撑; 2.两包爪之间与包桶底部应有足够的间隙; 3.全部铜丝都变形并均匀分布。 |
| 不合格 | 压接包桶没有闭合 | 导线直径过大 |
| 包桶形状不对称,飞边过大有裂缝 | 上下刀口未对齐,需重新调模 | |
| 包桶包裹太松,虚压、易脱 | 导线直径过小,上下模间距偏大 | |
| 压接过紧,包爪距离包桶底部距离过小 | 上下模间距偏小 |
4. 端子与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于下表的规定。
下表 不同型号导线对应的小拉脱力
| 导体公称截面积(mm2) | 拉力(N) |
| 0.50 | 50 |
| 0.75 | 80 |
| 1.00 | 100 |
| 1.50 | 150 |
| 2.50 | 200 |
| 4.00 | 270 |
并线工序操作规范:
在灯线的制作中经常会将同功能的线进行合并处理,而合并的方法又分为铜带压接和焊锡两种,应符合下列要求:
1.采用压接方法时,导体不应压断,接点应符合下表的要求;
2.采用焊锡方法时,不允许使用腐蚀性焊锡膏,焊点要求光滑,不允许存在漏焊、未焊透、杂质;
3.接点应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于上表的规定。
下表 并线点压接的几种形态
| 形态 | 要求/不合格原因描述 | 图例 | |
| 合格 | 标准 | 1.B处铜丝总可见,但不超出A处长度; 2.包桶不允许露铜丝; 3.不允许压断铜丝; 4.不允许虚压; 5.抗拉力达到规定值。 | 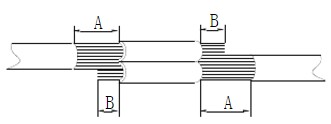 |
| 不合格 | 铜线端头过长,超出范围 | 两导线的铜线端交叉过多,超出的部分易引起漏电 |  |
| 包桶未闭合,露铜丝 | 上下刀口未闭合,导线直径过大 |  | |
| 包桶包裹太松,虚压、易脱 | 导线直径过小,上下模间距偏大,须调模 | 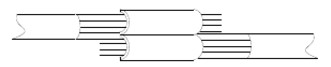 | |
| 压接过紧,造成铜丝断裂 | 上下模间距偏小,须调模 |  |
总装工序操作规范:
1.胶带的缠结:在线束进行并线操作时,经常使用胶带进行包扎缠结,以起到绝缘作用,其中要求:
a.胶带及线束应平整、光滑无皱褶;
b.两线相并处,铜带和铜丝不得外露,绝缘套管长度不得小于20mm;c.胶带包扎牢固、均匀无松散,无轴向窜动。
2.保护套管的安装:
一根灯线组上有较多线束时,为避免线束凌乱,常使用塑管等保护套管将两根或两根以上的线束套箍在一起,要求此套管无位移和影响电线弯曲现象;
3.护套接插时要求:
a.确保线束与护套上孔位的对应性,符合厂家要求;
b.端子与护套接插牢固,不得脱出;
c.在护套旁的线束应保证整齐有序、长短一致(如下图)
d.随时进行检查确认,避免出错。
4.线束中线路的导通率为100%,无短路、错路现象,故要求在灯具装配线上对各灯线组进行100%点亮试验。
试验要求:
1.在具体试验方法中如无其他规定,试验应在下述条件下稳定2h后进行:环境温度:18℃~28℃空气相对湿度:45%~75%大气压力:86Kpa~106Kpa
2.线束长度用卷尺检测,应符合《开线尺寸要求》的规定。
3.线束外观用目视法检查,应符合~五项的规定。
4.线束与端子连接、并线接点的拉力试验应用示值相对误差不大于1%的拉力试验机检测,拉力试验机夹头的位移应匀速运动,其速度为25mm/min~100mm/min。
5.高低温试验:
下表 高低温试验要求
| 试验箱温度(℃) | 试验时间(h) | 试验后(常温下)放置时间(h) | 试验后线束状态 | |
| 高温试验 | 95±2 | 8 | 24 | 1.线束包扎紧密、均匀不松散; 2.线束与端子连接处的绝缘套管应紧固,无位移和脱开; 3.线路导通率为100% |
| 低温试验 | -40±2 |
6.防水胶塞(堵头)装配在接插器上时,对其防水性能有以下试验要求:
接插器应带有所有允许规格的电线,所有孔位由电线及电线附件和一只套在医用注射器针头的密封塞充满,将医用注射器针头用合适的软管导出,并且对插良好。护套、接插件、密封塞、电线表面不得有任何润滑剂或其他附着物。将对插好的接插器浸入水面下不超过100mm,注意保持所有电线及软管在水面以上。用医用注射器通过软管使接插器腔体内形成正负气压并保持一定时间后,观察记录。(为便于观察可在水中加入色块)
正压:+49Kpa保持1min,观察无气泡溢出;
负压:-49Kpa保持1min,取出接插器,解脱自锁,打开后观察,无水侵入。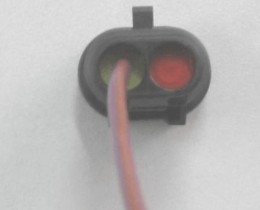
steel accompanied type optical indoor cable - 钢丝接触式户内光缆(四根支承钢丝与包覆光纤相接触) (0) 投诉

2
