

ЪзвГ > ЦћГЕЯпРТ
[ЦћГЕЯпЪј] ЯпЪјЩњВњЙЄвеНВНт
P:2019-08-23 14:57:15
1

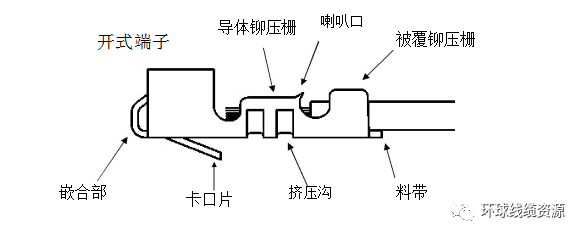
ЖўЁЂАўЦЄ
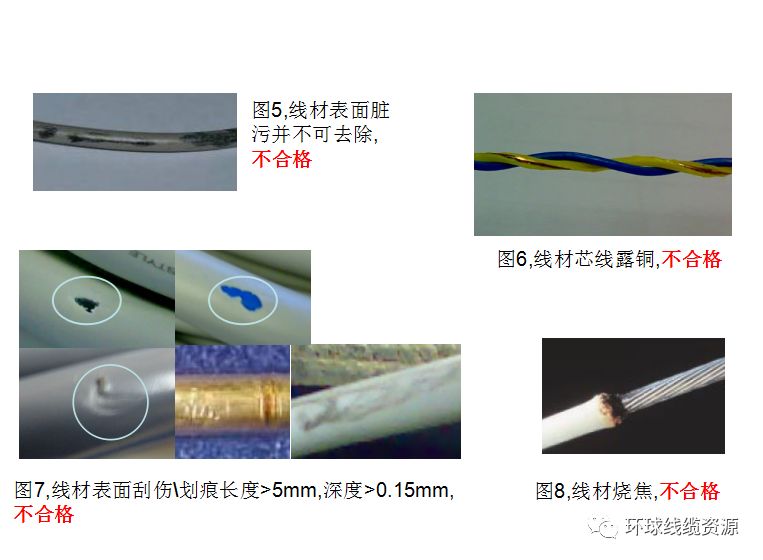
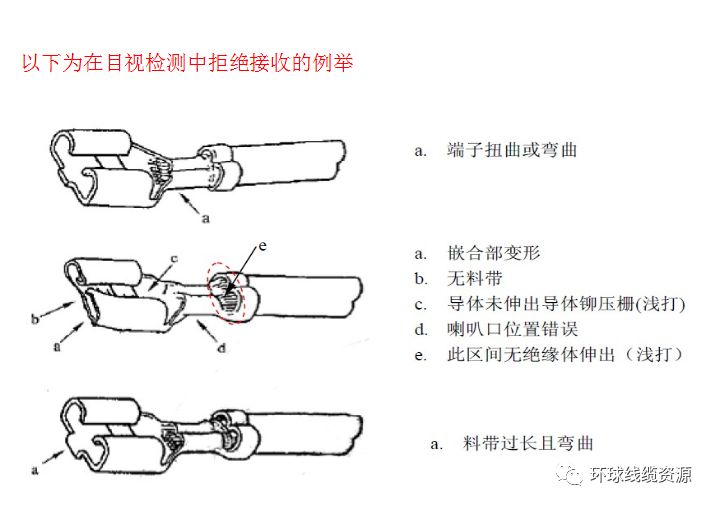
1ЁЂзМБИЙЄзї: МьВщЛњЬЈЪЧЗёе§ГЃ,ЕЖПкЪЧЗёЭъКУЮоЫ№,ЙЄзїЬЈУцЪЧЗёИЩОЛвдМАЮоЦфЫќВњЦЗ,грЮя.
ЃВЃЎЕїЪдКУЛњЬЈ,Ъдзї2Ѓ3 Ьѕ,ШЗШЯКЯИёКѓЗНПЩХњСПзївЕ ЃЎ
ЃГЃЎзЂвтЪТЯю: ЂйГпДчаыдкЙЋВюЗЖЮЇФк; ЂкВЛПЩАўЖЯЕМЬхЭЫП;ЂлЧаАўПкаыЦНећ ЃЎ
ЃДЃЎАўЦЄГпДчВЮПМЫуЗЈ(ШчЯТЭМ):
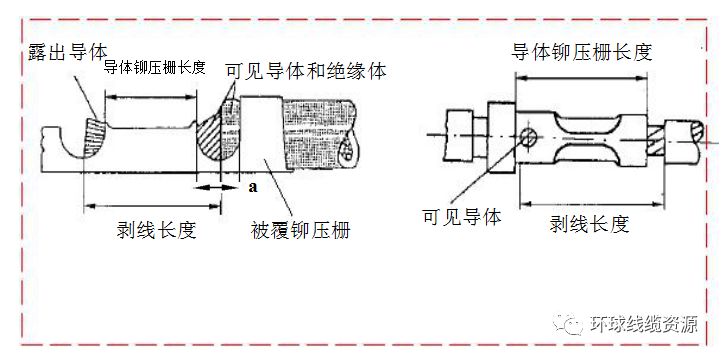
АўЦЄГпДч=ЕМЬхУбЙеЄГЄЖШ +1/2a +0.5mm(ЯпЙцЃК0.3mm2 вдЯТ)
АўЦЄГпДч=ЕМЬхУбЙеЄГЄЖШ +1mm (ЯпЙцЃК0.3ЁЊ1mm2 )
АўЦЄГпДч=ЕМЬхУбЙеЄГЄЖШ +2mm (зюДѓЯпЙцЃК10mm2 )
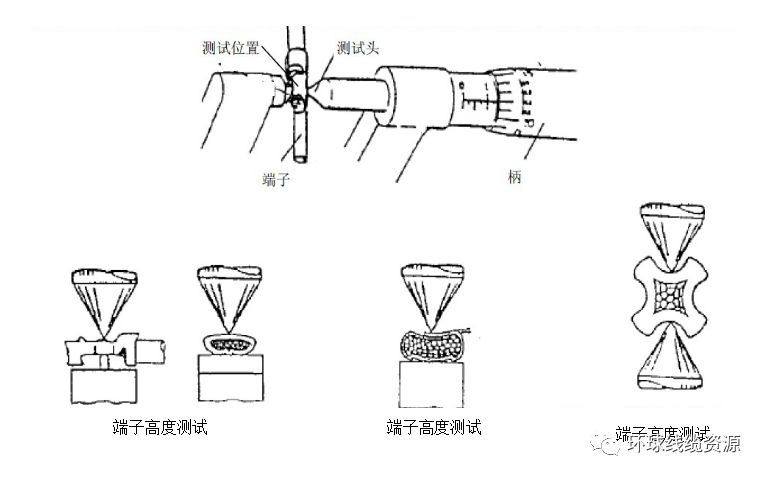
Ш§ЃЎУбЙЖЫзг
ЃБЃЎзМБИЙЄзї: МьВщЛњЬЈЪЧЗёе§ГЃ,ЕЖФЃЪЧЗёЭъКУЮоЫ№,ЙЄзїЬЈУцЪЧЗёИЩОЛвдМАЮоЦфЫќВњЦЗ ЁЂгрЮя.
ЃВЃЎЕїЪдзївЕ: гЩММЪѕШЫдБЕїЪдКУЛњЬЈ,Ъдзї 2Ѓ3 Ьѕ,ШЗШЯКЯИёКѓЗНПЩХњСПзївЕ ЁЃ
ЃГЃЎзЂвтЪТЯю: ЂйЖЫзгУбЙРСІЛђИпЖШашЗћКЯвЊЧѓ; ЂкВЛПЩгаЩюДђЁЂЧГДђЁЂЗЩЫПЁЂЖЫзгБфаЮЃЌ УбЙЙ§ИпЛђЙ§ЕЭЕШВЛСМ;ЂлзЂвтАВШЋ,УбЙЪБЧаЮ№НЋЪжЩьШыЕЖФЃФкЁЃ

ЖЫзгИпЖШВтСП
УЖЫИпЖШВтСП:зїЮЊШЗБЃе§ГЃбЙзХадФмЕФЙмРэЗНЗЈ,гаБивЊНјааУЖЫИпЖШВтЖЈ,ЩшЖЈИпЖШЫфШЛЪЧдкУЖЫЛњЗНУцЩшЖЈЕФ,ЕЋОЭЦфВтЖЈШДЪЧдкУЖЫжЎЮяЩЯНјааЕФ,ВтЪдЪБЪЙгУУЖЫИпЖШВтЖЈгУвЧЦїЁЊЁЊЧЇЗжГп,гУЦфВтЖЈУЖЫЬхЕФЁАЙЬЖЈеЄЁБКЭЁАМЗбЙеЄЁБЕФИїжааФВПЮЛ,ВтЪдЪБашБмПЊЁАМЗбЙЙЕЁБ,ЧвШЗШЯгУЕФЯпВФгІЮЊЩњВњЪЙгУжЎЯпВФ.
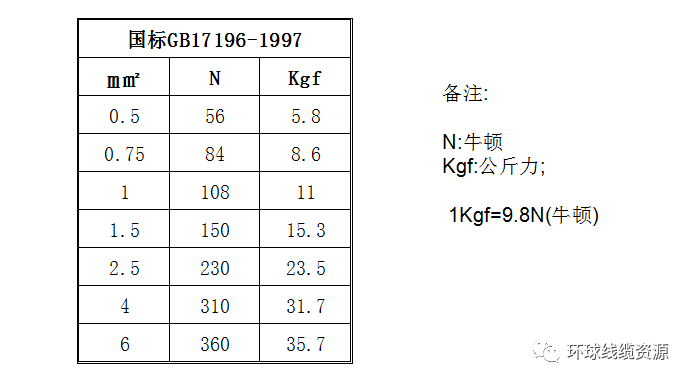
РСІВтСП:
ЪЧЮЊСЫНјааУбЙеЄЕФУЖЫИпЖШЪЧЗёЪЪвЫжЎХаЖЯЕФвЛжжШЗШЯЯюФП,ЦфШЗШЯЗНЗЈЮЊ РГЖБЛбЙзХЕФЖЫзггыЯпВФШЗШЯЦфЦЦЛЕЧПЖШвдМАБЃжЄЦфЧПЖШ, ЮоТлУЖЫИпЖШЪЧЖрУДЧЁШчЦфЗж,ШдгаШБЯн,ЙЪЮЊУжВЙИпЖШМьВтЕФШБЯн,ВтРСІЧПЖШЪЧБивЊЕФЁЃ
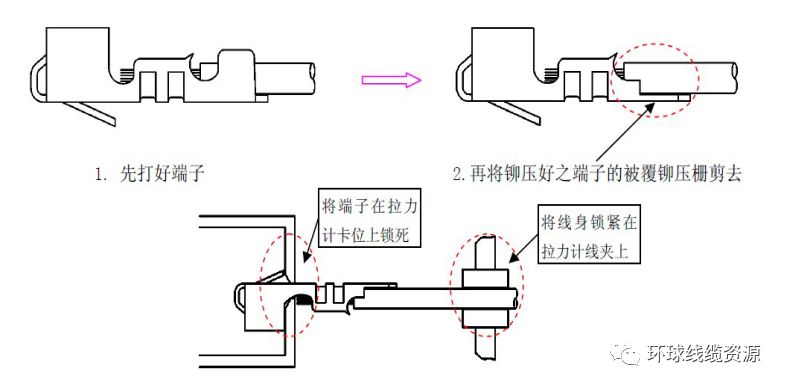
гУРСІМЦВтЪдЖЫзгРСІНЋЖЫзгЙЬЖЈКУКѓЃЌНЋРСІМЦЙщСуЃЌдйНјааРСІВтЪдЃЌЕБРСІДяЕНЙцЖЈжЕЪБЃЌЭЃжЙРЖЏЃЌЙЬЖЈЮЛжУЃЌБЃГж 1 ЗжжгЃЌШчЖЫзгУЛгаЭбТфдђКЯИё,УП 1ЁЊ2 аЁЪБГщВтвЛДЮЁЃ
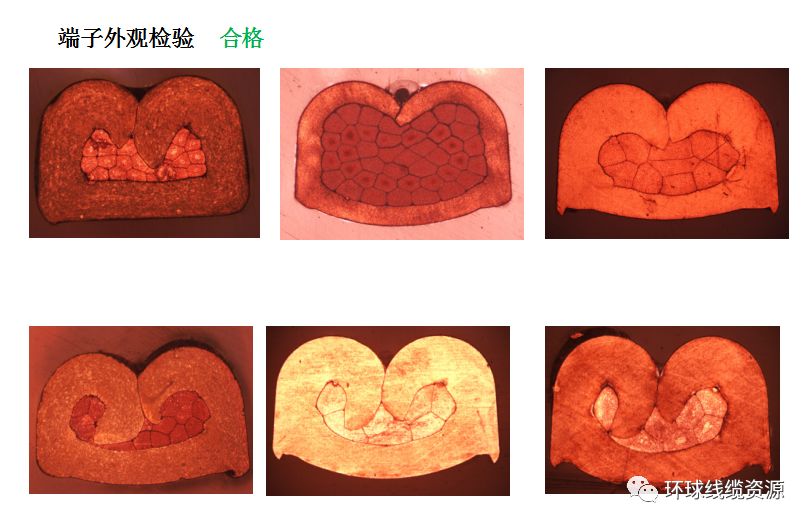
ЖЫзгМьВщ
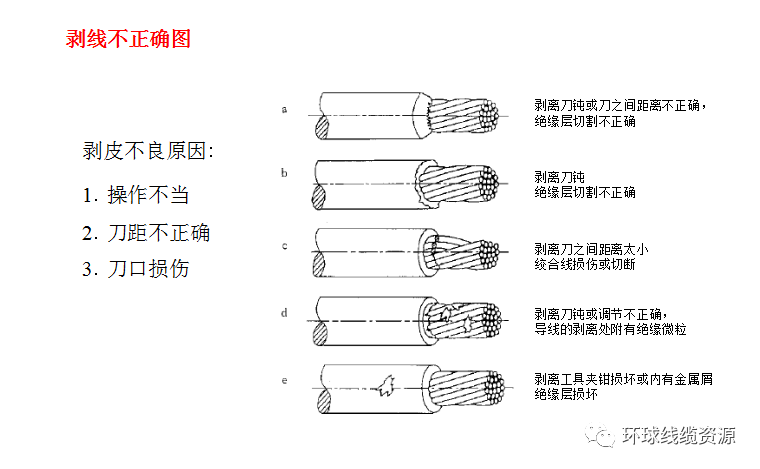
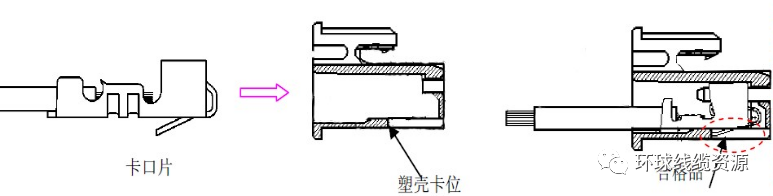
ФПЪгМьВтШЗШЯжЎФПЕФЪЧЮЊСЫЭЈЙ§ЭтЙлМьВщ,МьВщГіУЖЫИпЖШРСІВтЪджаЮДФмВщГіЕФбЙзХВЛСМгыФЃОпВЛСМ,НјвЛВНЭЈЙ§бЙзХзДЬЌСМЗёЕФХаЖЯ,ЗЂЯжзщзАВхМўЪБЕФВЛЪЪКЯЕШЁЃ
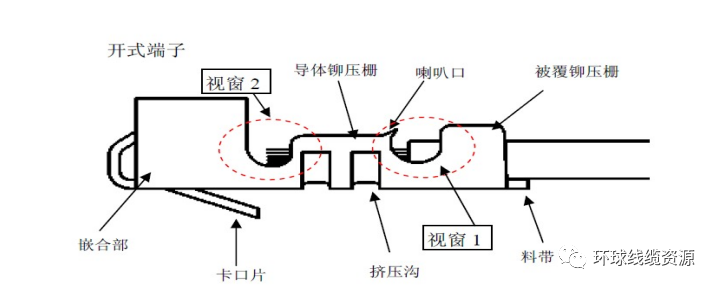
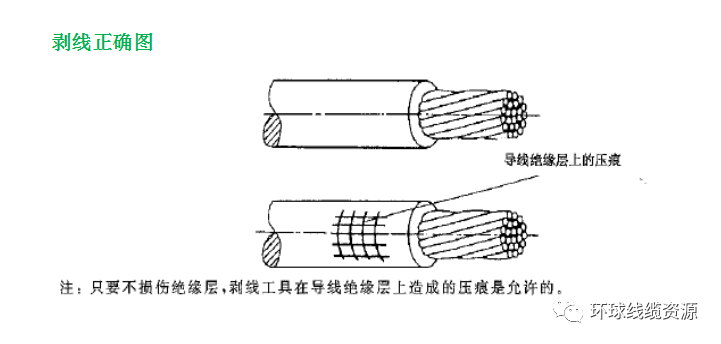
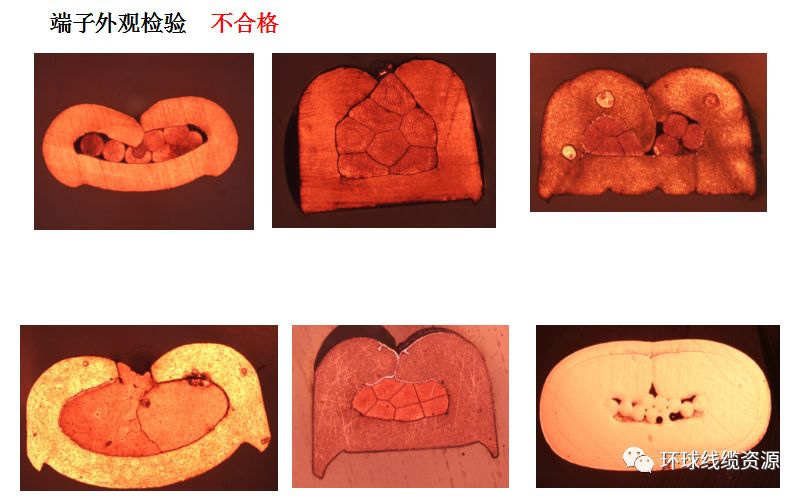
дкУбЙРСІКЭИпЖШБЃжЄЕФЧАЬсЯТ,РэЯыЕФУЖЫзДЬЌ:
1. ЪгДА 1 ФмПДМћЕМЬхгжФмПДЕНОјдЕЬх(ЭтБЛ)
2. ЪгДА 2 аОЯп(ЕМЬх)ТЖГіГЄЖШ0.5~1.5mm(ОпЬхвРЖЫзгДѓаЁЖјЖЈ)
3. ЧЖКЯВПВЛПЩБфаЮ,ПЈПкЦЌВЛПЩБфаЮ
4. аОЯпУбЙеЄЁЂБЛИВЙЬЖЈеЄжаМфЙЕВлВЛПЩгаМфЯЖ,ВЛПЩСНБпДјУЋДЬ
5. РЎАШПкИпЖШзюИпВЛГЌЙ§ЕМЬхУбЙеЄГЄЖШЕФ 1/8
6. МЗбЙЙЕЩюЖШВЛДѓгк 0.3mm
7. СЯДјГЄЖШДѓгк 0.1ЁЊ0.5mm
8. ЖЫзгЩЯЯТзѓгвЭфЧњВЛДѓгк 5Ёу
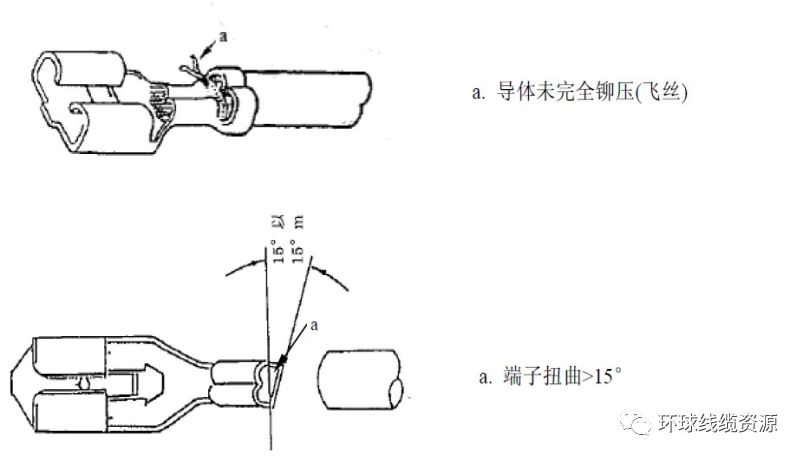
9. ЖЫзгХЄЧњВЛДѓгк 15Ёу
ЫФЃЎзщзАНКПЧ
ЁЁЁЁНЋУбЙКУжЎЖЫзгПЈПкЦЌЗНЯђгыЫмПЧПЈЭЌЯђ,дйНЋЖЫзгЦНЭЦШыЫмПЧ,ЕБЬ§ЕНПЈПІЩљКѓ,дйЛиЧсРЯпВФ,вдШЗЖЈЖЫзге§ШЗПЈШыЫмПЧ,ЮоЭбТфдђКЯИё.зЂвтвРЙЄГЬЭМвЊЧѓзщзА,ВЛПЩВхДэЮЛЃЎ
ЮхЃЎЭЈЕчВтЪд
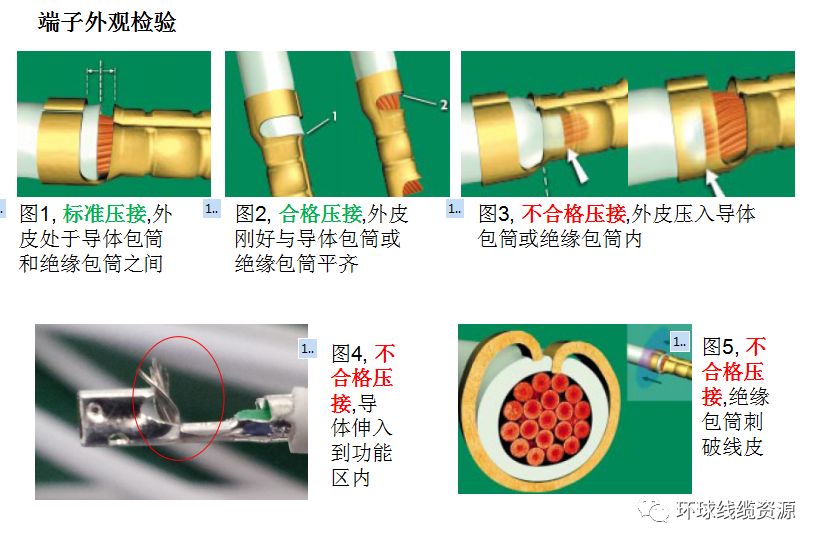
ВтЪдФПЕФ:МьВтВњЦЗЙІФмЪЧЗёе§ГЃ,вдШЗЖЈВњЦЗадФмЪЧЗёЗћКЯПЭЛЇвЊЧѓЃЎ
СљЃЎАќзАШыПт
АќзАЪБзЂвтВЛПЩгаЩйзАЛђЖрзАЃЌвдМАЛьзАЃЌБъЪЖЁЂзжМЃФЃК§ВЛЧхЕШВЛСМЃЎ
parking light cable - ЭЃГЕЕЦЯп ЃЈ1ЃЉ ЭЖЫп


6
