

ЪзвГ > ЬижжЕчРТ
[ЮЪЬтЧѓжњ] ЧѓжњЗњЫмСЯМЗГіХфФЃЗНЗЈ ДѓН№FEP101 201 301 PFA ЕШ
P:2009-10-29 21:08:05
4
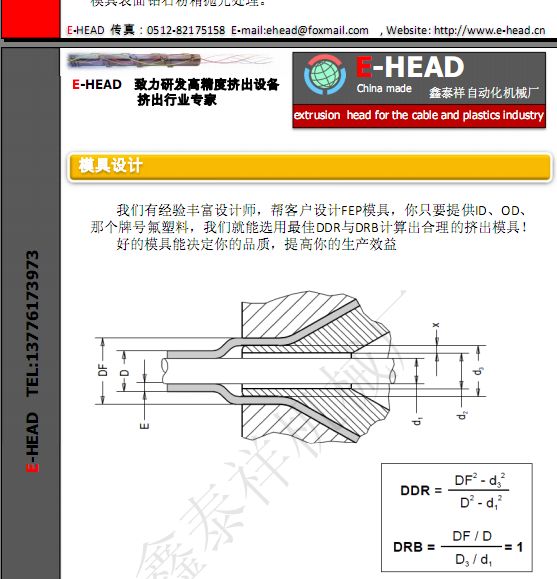
ХфФЃгыЯпОДѓаЁвВгаЙиЯЕЕФЃЌЛЙгаФуЪЧПЊЭтБЛЛЙЪЧЪЕаФЯпЃЌШчAP201СЯ ПЊЪЕаФЯпФЧбЁгУDDRЃК80 DRBЃК1.05РДЫуФкЭтФЃДѓаЁЃЌ
ШчФувЊЫуФЃОпЮвПЩАяФуЫуЃЌЮвдкЗњЫмСЯетПщга5ФъЖрООбщСЫЃЌСэЗњЫмСЯблОрвВЪЧКмживЊЕФЃЌ
МЗЙмЪНФЃОпЬзЙмдкзАФЃОпЪБФкФЃЬзЙмЦНЭтФЃЦНУцЃЌФкФЃГЄЖШвЊЩшМЦКУЃЌвЊВЛЛсдьГЩблОргаЮЪЬтЕФЃЁ
ehead@foxmail.comетЪЧЮвЕФгЪМўЕижЗЃЌгаЮЪЬтФуПЩСЊЯЕЮвЃЁ
СэЯТЭМЮЊМЦЫуЙЋЪН
dancer arm drawing machine - АкИЫЪНРЯпЛњ,ДјгаеХСІПижЦБлЕФРЯпЛњ ЃЈ0ЃЉ ЭЖЫп
P:2009-10-29 21:19:53
5
ФуФмАбФуЕФМЦЫуЙЋЪН КЭМЦЫуЗНЗЈИјЮвЗЂЮвгЭЯфРяТ№ ЛђзХДЋЩЯРДЮвгУН№БвТђвВаа ЮвЯждкМБашгУ аЛаЛЃЁЃЁЮвЕФгЪЯфwswgj163@163.com
hub head end - жааФЧАЖЫ ЃЈ0ЃЉ ЭЖЫп
P:2009-10-30 08:21:56
6
ФмАбФуЕФМЦЫуЗНЗЈЃЌвдМАМЦЫуВПЮЛЕФБъЪЖЗЂЕНЮвгЪЯфТ№ЃП654523991@qq.comЁЃаЛаЛСЫ
micro break-down mill - ЮЂаЭДждўЛњ ЃЈ0ЃЉ ЭЖЫп
23

ФуашвЊЕЧТМВХФмЗЂБэЃЌЕуЛїЕЧТМЁЃ