关于数据电缆的生产和设备介绍 - 简版
1、 生产工艺流程图(以现在最流行的二步法生产方式为例):
2、 生产过程及设备特点:
初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。因为一般市话电缆只是在音频范围内使用,就是用脉码调制通话系统,电缆的测试频率亦只有1MHz左右,而数据电缆的测试频率要达100 MHz、250 MHz还有甚至500 MHz等。因此对电缆结构的对称性和精密性要求甚高。目前数据缆的生产流程可归纳如下(国内现在有应用的):
A.单工序方案 B.组绞方案 C.成缆-护套联动方案
注:现在的台资企业有将护套与成圈一起的。
这三种方案的主要区别在于对绞、成缆两工序,分开还是合并的问题。过去不少人认为生产高质量的数据电缆一定要用群绞。群绞的最大优点是将对绞、成缆两工序合而为一,省除了对绞后的收绕和成缆时的放出,使对绞的反复弯曲减少,从而提高了电缆的质量。但其缺点为生产效率低、投资大。通过各国的多年实践验证,对绞、成缆分开还是合并各有优缺点,其最终结果均能生产出高质量的数据缆。在分开对绞、成缆的方案中,绞对机的放线是在机器旋转体的外面,主动放线及精密张力控制要比群绞容易得多,附加屏蔽也方便。对超五类及以上的电缆,现已开始在对绞机及成缆机上采用退扭或部分退扭放线,以提高绞对及成缆的质量水平,但现在被普遍采用的是绞对上的退扭。这在分开工序上比较容易做到,但在群绞机上就困难得多。归纳起来,群绞方案的最大优点可能是省人工和占地小,并减少芯线弯曲,容易保证性能。最大的缺点是放线不易退扭,对线间节距相差较长,生产速度受最小节距对的限制,对线受力均匀性不及单独工序,而且投资大。因此,目前主要还是以两步法为主。
下面就各种工序的设备来进行一些分析:
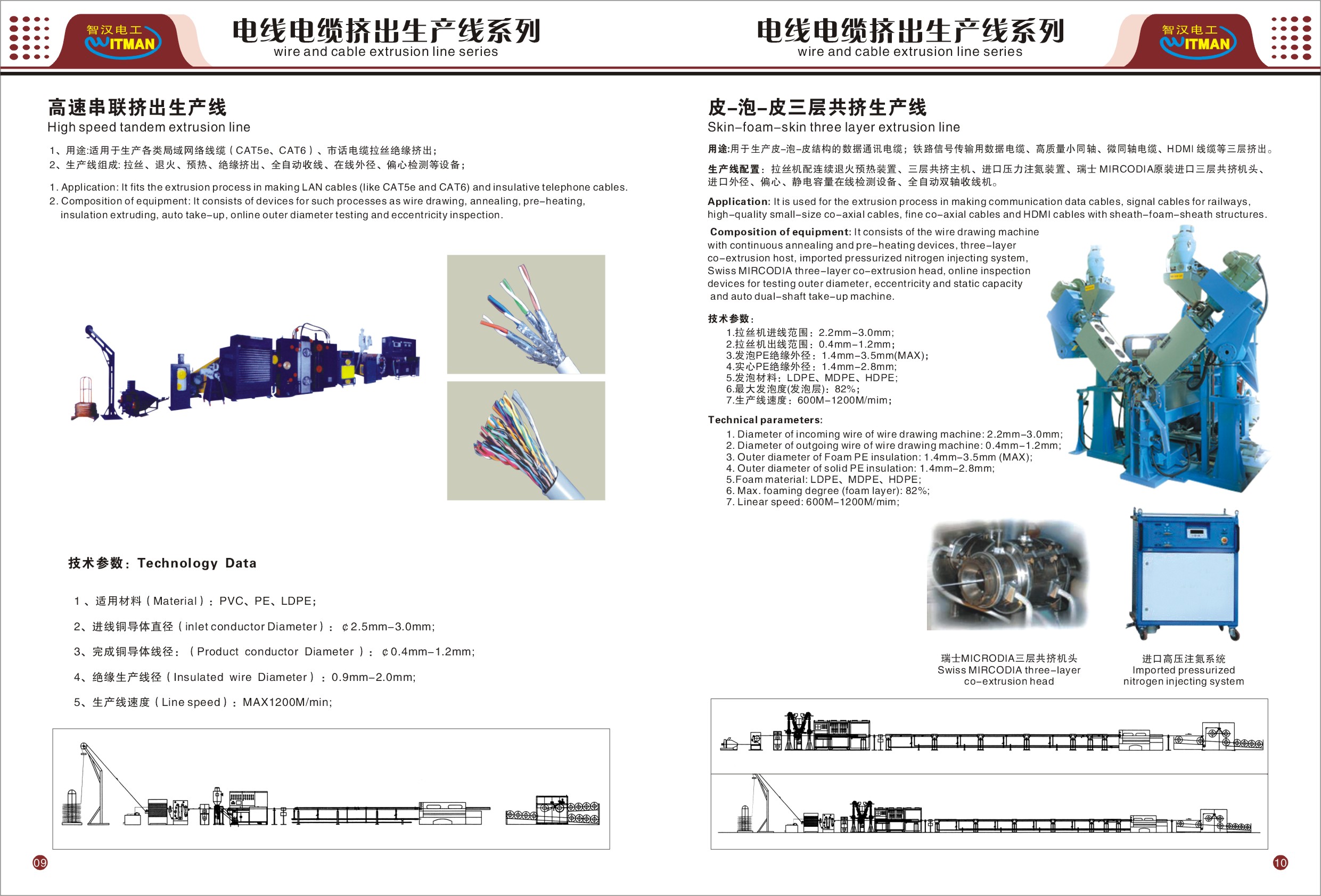
A. 拉丝—绝缘串列生产线(简称串联线)
这是生产数据电缆最关健的工序,除了生产数据电缆的绞线线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。
目前能达到以上要求的高速串联线的生产厂家国内的不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min,不可以做物理发泡。所以一般现在采用的都是进口串联线,如罗森泰、耐克斯龙、日本神户制钢、美国戴维斯。这些厂家里最被推广的还是罗森泰及耐克斯龙,他们的速度在1800m/min——2200m/min,可以做皮泡皮绝缘,(也可做一些氟塑料绝缘),为未来的小线芯六类缆和更高级别的数据电缆奠定基础,但价格较贵,就是现在价格下调了,如果一条线全部配齐也在一千多万人民币。
目前市面上被认可的单线分色,大都采用美国色标,四对线分别:白一篮、白一橙、白一绿、白一棕。为了便于分线,现在电缆厂中采用是在白色线芯上印有色环或色条。当采用色环时,热线芯在挤出机头出来后即通过高速色环机,虽然进口的色环机号称可达1200m/min—2000m/min,但高速油墨需全部进口,即使采用高速油墨,在聚乙烯绝缘上,线速在1200m/min时喷印色环,干燥已不易,且成本高,故在一些高速串联线不太被采用。在进口的高速串联线上较被推的是色条,只要在挤出机头上加一个小挤出机,且生产成本低,生产速度不受影响。
B.绞对机
数据电缆的绞对机,在原理上和电话电缆绞对机没有多大区别。只是绞合节距甚小,一般均在10——25mm范围内,但对节距的稳定性及张力控制要求很高。下面是两种绞对机的质量控制要求对照表:
为了达到以上要求,绞对机的放线装置应做到主动放线,并有灵敏的张力反馈,并保持两根线的放线张力均匀和长度一样。同时机器上所有的转向导轮应尽可能加大,以免铜线与绝缘之间的附着力受到影响。由于数据电缆的绞合节距较短,所以必需尽可能提高其转弓速度,以提高产量。
目前在大陆的绞对机生产厂家中上海金东、合肥神马的还不错,台湾也有部分较理想的绞对机。现在真正被客户应用和认可的还是进口的,如法国的高登、法国波逖亚、日本琴玲,性能好,但价格高。
C.成缆机
数据电缆成缆机可分为两种类型:双扭式和单扭式。双扭式速度快,精度相对较低,普遍采用于数据电缆的五类缆与超五类缆生产。对与六类缆及要求较高的屏蔽电缆,国际上普遍采用单扭成缆机,精度高。下面是单扭和双扭成缆机的性能比较:
国内外生产成缆机的厂家基本同绞对机的。法国波逖亚采用的是群绞(绞对和成缆合二为一)。另大对数数据电缆的成缆也采用改装的电话电缆成缆机,或各设备生产厂家对应的改装设备。
D.护套机
数据是缆护套生产线的特点是护套厚度较薄,一般只有0.5mm左右,通常采用聚氯乙烯或其他聚烯烃化合物。在挤出过程中,要使缆芯结构保持其几何位置不变,故通常采用定心式挤出机头和半挤管式模具。在护套表面要印上标识,因电缆外形不一定平滑,所以通常采用电脑喷印。护套生产在整个数据电缆生产过程中是控制最简单的环节,所以一般采用国产护套生产线即可满足要求,根据挤出外径大小,一般采用65型挤出机。
E.成圈包装
由于数据缆的装箱长度一般为1000英尺(304.8米)。为了使施工放线方便,又要保持电缆在放出时不受扭曲,以免影响性能,现在普通采用的有两种方式:匣式无扭自由放线包装和绕盘纸匣放线包装。后者需将电缆绕在纸板盘上,再装入纸箱中,用芯轴托住,使用时从槽口将电缆拖出,这种包装方法成本较高,同时电缆纸盘需转动,此种方式目前主要应用六类缆的包装。目前,国际上最流行的是匣式无扭自由放线,电缆在成圈时采用特殊交叉卷绕,这样在放线时电缆不会扭曲。这种成圈机现在生产厂家较多,国际上最先进、效果最好的是美国文登,价格也很贵。
F.成品测试
对数据缆的成品测试要求,要比电话电缆高得多。电话电缆测试最高在1 MHz,而数据电缆现在国际已频发标准的要达到250 MHz。美国EIA/TIA(电子工业协会/电讯工业协会)标准,还是ISO/IEC(国际标准化组织/国际电工会议)标准都严格规定了电缆出厂标准。目前市面的测试仪有精装式和便携式。精装式有瑞士AESA、美国DCM、台湾惠盈、德国MEA等,在这些厂家中,最被采用的是瑞士AESA、美国DCM,价格也昂贵。便携式的有FLUKE、IDEAL等,这些一般用于工程上的检测,不可作为出厂检测。选用先进的测试系统,不仅对控制生产质量,确定产品的等级十分重要。并且根据测试统计分析结果,来改进提高工艺和产品质量,帮助也极大。
这篇文章我很久以前就见过,下面我将楼主没上传的图补充上来!两种绞对机的质量控制要求对照表:
| 序号 | 控制指标 | 数据电缆生产 | 电话电缆生产 |
| 1 | 绞对节距范围 | 10 | 40 |
| 2 | 绞合节距变动误差 | ≤3%或≤0.5mm | ≤5%或≤4mm |
| 3 | 芯线张力波动 | ≤+10% | ≤+25% |
| 4 | 最大电阻不平衡 | ≤2% | ≤5% |
| 5 | 对线对地不平衡 | ≤330pF/100m | ≤570pF/100m |
| 序号 | 控制指标 | 800-1000双扭式 | 800-1000单扭式 |
| 1 | 最大转速(转 /分) | 500-1000 | 500-800 |
| 2 | 最大转速(转 /分) | 1000-2000 | 500-800 |
| 3 | 成缆速度(米/分)节距以100来计 | 100-200 | 50-80 |
| 4 | 适用范围 | 用于UTP五类和超五类缆 | 各种数据缆,包括FTP、STP、SSTP |
再配合下面的咨询就更加完美,请参考:
1.随着计算机网络和数据通信的发展,人们对对称电缆的要求也越来越高,从几年前带宽为100MHz的五类缆到今天高达1000MHz的数据缆,无疑是一个巨大的飞跃。众所周知,同轴缆的电磁场是封闭的、规则的,达到1000MHz的带宽是比较容易的。然而,对称电缆的电磁场是开放的、既不规则也不均匀,要制造高频对称电缆其难度可想而知。很多时候,电缆制造商制造出了符合要求的对称电缆,可是布完线后,检测发现电缆的某些指标恶化了许多,尤其是近端串音衰减和结构回波损耗两项指标。所有这些,归根到底都与电缆结构设计和制造工艺有关。本文以1对、2对、4对高频对称电缆的设计制造为例,对设计和制造中的一些技术进行了探讨。2.高频对称电缆的几个重要电性能指标及其改善措施2.1 串音串音引起的误码是影响通信距离的主要因素之一。根据串音产生的机理,减少线对间串音的方法有:a保证绝缘单线的均匀性和对称性、尽可能降低线对间电容不平衡是提高线对抗干扰能力的基础;b在条件允许情况下,加大线对间的距离;c采用优化的节距设计是提高串音防卫度的有力措施; d 采用线对屏蔽技术,但此种方法因电磁波的反射,需要适当增加绝缘外径,使用时也需要带屏蔽的接插件。e 除此之外,保证相邻线对维持TEM波传输也可有效地减少串音[1] ,这也是高频对称电缆设计中可用的另一种理念。我们知道,传统对绞线结构的电缆中,在对绞线的中心有很强的电场,并有很大一部分泄漏于绝缘层外。如果将对绞线用与绝缘具有相同等效相对介电常数且损耗角正切值低的材料挤一层护套(挤压式)则大部分电磁场分布在绝缘和护套内,几乎没有电力线从绝缘体散发出去(见图1),因而从源头上减小了对相邻线对的串音。另一方面,电磁波在绝缘体周围的空气中传播速度( 比在绝缘体内的传播速度 快。电磁场的这种不均匀性会同时产生沿传播方向的电磁矢量以及垂直于传播方向的电磁能量,从而引起串音增加。围绕线对的护套愈厚,串音改善就愈明显。然而, 由于介质损耗的原因,用这种方式来控制串音会导致衰减增加。
图1 传统的对绞线和圆形护套电缆的电磁场分布不过,由于护套的加入为保证电缆的特性阻抗值需要增加绝缘外径或增加绝缘的发泡度,最终电缆的衰减并不会增加多少,有时反而略低。因此,当串音得到有效控制时,即使信号衰减增加了,但传输信号时的信噪比却增加了。为了尽可能降低衰减,采用此思路设计电缆时通常采用泡沫绝缘和护套。2.2 特性阻抗与结构回波损耗特性阻抗是电缆回路上任意点电压波与电流波之比,并有 (1)式中R、L、G、C分别为对称回路的交流电阻、电感、导体间介质电导和导体间互电容;ω为信号的角频率。在高频下无屏蔽对称电缆的特性阻抗近似表示为 (2)式中εe值与绝缘材料、绝缘类型、线对间填充介质的相对介电常数有关;S为回路两导体的中心距;d为导体直径。在实际中常用输入阻抗Zin来表述电缆的特性阻抗。其定义如下: (3)式中Z0为终端开路时的阻抗测量值;ZS为终端短路时的阻抗测量值。由于电缆结构的不均匀性,信号在传输过程中会产生波的反射,反射波在某些频率点相互迭加,当反射波幅值极大时,电缆的传输性能会在这些频率点上甚至整个频宽范围内急剧恶化。因此,输入阻抗频率扫描曲线是一条起伏颇大的随机分布曲线。通常用结构回波损耗来描述这种波动情况。结构回波损耗SRL定义如下: (4)式中Zm为拟合阻抗。由此定义可见,SRL实质是描述Zin围绕Zm波动大小的一个指标。引起Zin 波动的原因是电缆部件存在着突发性或周期性的结构偏差或缺陷。如绝缘外径波动、导体直径波动、绞对时绝缘单线在节点处周期性压伤,绝缘发泡不均匀、绝缘偏心时绞对过程因单线的自转造成导体中心距S呈周期性的正(余)弦函数波动等。其中周期性的结构偏差或缺陷对SRL危害最大。由于输入阻抗与制造过程中的诸多随机缺陷有着极为直接的关系,而制造过程中这诸多的随机缺陷之间又彼此间相互关联,相互影响,错综复杂,因而难以分析输入阻抗与某个缺陷的定量关系。但通过长期的生产实践得知,生产过程中的随机缺陷较小时造成的阻抗波动很小时, SRL曲线上只出现小的尖峰。极轻微的周期性结构不均匀造成的影响与其它缺陷造成的影响迭加一起,最终也呈现出随机性的波动,这与同轴缆的情况有所不同。当较严重的周期性不均匀缺陷时,且相邻点间的距离等于电缆传输信号波长的一半时,在此频率点及其整数倍频率点上将出现显著的尖峰。即有以下关系 (5)式中f为SRL出现尖峰的的最低处的频率值(MHz),T为结构波动周期长度单位 (m)。某企业在生产六类缆时,四对线的结构回波损耗曲线总是在60MHz 120MHz和180MHz处出现SRL峰值。通过公式5计算得出T应在1.9m左右并以此查找原因,最终发现是成缆机出现了故障,造成成缆节距的周期性大幅度波动。2.3 衰减 衰减是影响传输距离的又一重要因素。其值由以下三部分衰减组成 (6)其中,金属衰减主要由线对中两根导线因高频电阻产生的衰减和对周围金属(导线和屏蔽)反射电磁波而产生的衰减组成;介质衰减与介质的损耗角正切值、工作频率和工作电容有关,其值近似与频率成正比;阻抗不均匀时波反射引起的附加衰减是由于阻抗不均匀造成波的反射,减小了波向前传输的量,造成终端信号的减弱,其等效于有一附加的的“衰减”,这是造成衰减曲线在高频下出现“波纹”的主要原因。这种“波纹”可能导致个别频率点上衰减不合格。降低衰减的主要途径是a. 选用介电常数和tgδ都低的绝缘料。b. 采用合理的绝缘型式,如采用泡沫实心皮或泡沫或皮-泡-皮的绝缘型式。c. 足量的导体尺寸、减小电缆结构偏差和缺陷。2.4 相时延和不同线对间的相时延差相时延是决定高频对称电缆通信距离的关键参数之一。有些通信协议对数据帧的最小长度有明确规定,如果链路的相时延过大(与电缆的相时延和链路上设备延时有关),在冲突发生时容易造成数据帧的丢失。从传播速度 可知使用等效相对介电常数较小的绝缘结构是降低相时延的重要途径。线对间的相时延差过大会导致并行传输数据时帧的错误。减小线对间总的绞合系数差值或调整绝缘发泡度或微调绝缘外径是解决相时延差的主要措施。3.高频电缆设计时需要注意的问题设计高频对称电缆时,首先要保证其电气性能和机械物理性能满足相应要求。在设计时最好采用计算机进行优化设计。尽可能采用结构简单、加工容易的方式。电缆产品最终是要用到具体的环境中去的,电缆被安装后也应具备良好的传输性能。这就要求电缆具有良好的抗拉、抗压及良好的适应正常使用环境能力。如室外高频对称电缆宜采耐候护套材料并具备良好的防潮能力、高温环境下使用的高频对称电缆应采用耐高温的材料如FEP、辐照交联聚乙烯等。其次,因与接插件配套的原因,高频对称电缆的结构尺寸还应满足与相应接插件相匹配的要求。然而,这个两个问题并未引起所有高频对称缆制造商的重视。 最后,还应重视电缆的性价比。不恰当地采用高性能的材料或加工工艺或过大的性能指标裕度均会带来过高的制造成本,降低性价比。对称电缆制造的关键是保持电缆在宏观和微观上结构尺寸的精确和尽可能小的偏差。续)
再配合下面的咨询就更加完美,请参考:(续2):
4.常见高频对称电缆结构 4.1 常见高频对称电缆结构概述 目前,常用的对称电缆结构有许多种,但其结构及材料通常为: 导体:通常采用圆形金属导线。根据使用的频率和使用的环境不同,常用的材料有: a. 裸铜导体:使用最广的一种。 b. 镀银铜线:用于频率较高的情况。由于集肤效应的缘故,其高频电阻较小,因而金属衰减也小些,其次当采用氟塑料等材料绝缘时,其镀银层还具备较强的抗腐蚀作用,因而使用性能较好。 c. 铜包钢:由于铜包钢线的抗拉强度和挠性均较大,因此常常用于抗拉要求较高的平行线。 绝缘材料及绝缘型式: 最常用且最经济的绝缘材料是PE材料。其次,在有些使用场合还会用到氟塑料、辐照交联聚乙烯等。 绝缘型式:最常见的是实心绝缘,有时为了降低衰减和缩小电缆尺寸也用泡沫或泡沫实心皮、皮-泡-皮绝缘型式。由于化学发泡不均会加大电容不平衡和降低机械性能(机械强度低会导致绝缘严重变形,影响SRL),同时发泡剂分解残留物易吸潮使介电常数上升而影响电缆的传输质量,故泡沫/实心皮、泡沫绝缘有逐渐被物理发泡取代的趋势。如果采用化学发泡也宜选用品质优良的HDPE发泡料(如联碳公司HDPE发泡料,牌号DGDA3487,此料发泡度在50%以内时,其泡孔质量与物理发泡效果相当)。由于低密度发泡料的机械强度较低,在后序工序或使用过程中容易变形,影响SRL指标,因此宜少用。 线组结构:常见的线组结构为对绞组,偶尔也会遇到星绞组。目前,还有不少的电缆采用粘连绝缘线结构,以确保S值在制造和使用过程中的波动和变化尽可能小,以提高阻抗的均匀性。图2显示了粘连线对与普通线对电缆在弯曲后S的变化情况。 图2 粘连线对与普通线对在弯曲时顶端S值的变化情况示意图 缆芯结构:为了要保证缆芯中线对间分散电容的均匀性,以提高串音衰减和回波损耗,线组构成缆芯时通常为采用规则绞合而不采用束绞。 屏蔽:根据电缆对抗外来干扰能力要求及使用要求的不同,常用的结构有单个线组屏蔽、分组屏蔽或总屏蔽几种。使用的材料常常为复合铝箔、复合铜箔、铜线、镀锡铜线或镀银铜线编织等。在普通线对外绕包铝箔屏蔽时,会由于线组表面不平整导致屏蔽层也不是一个理想的圆柱体,导体离屏时近时远,造成SRL值不理想。因此,在条件允许时应尽可能采用线对护套的结构,因为在线对护套外加屏蔽时,屏蔽离导体距离的波动情况大为改善,能有效地提高SRL值。 护套:根据使用环境的要求不同,常用的护套材料有PVC、LLDPE、橡胶、聚偏氟乙丙烯及其它阻燃材料。 4.2常见的高频对称电缆结构实例及其优缺点分析 以下组图为常见的高频对称电缆典型结构实例。这些结构的差异主要是因其使用场合或电缆带宽不同而引起。现分别对其进行评述: a)图3、图4分别为常见的三、四、五类和超五类UTP和FTP电缆结构。其优点是电缆结构紧凑、加工方便,缺点是电缆安装后的传输性能可能因电缆受拉、受压而出现较大幅度降低。 b)图5为常见的带“+”字塑料骨架的的六类缆结构。其优点是电缆抗拉、抗压较强,因而具有较好的安装性能,其次,线对被“+”字塑料骨架分隔后,电缆的串音指标也有所改善。缺点是电缆外径较大、需要加工骨架。图6为带腔形的塑料骨架的六类数据缆结构,其优缺点与前者相似,但更抗压。 图3 图4 图5 图6c) 图7为带内护套的屏蔽星绞组电缆。其优点是抗拉、抗压能力较强,电缆安装前后的结构稳定性和电气一致性较好,线组屏蔽加在护套后的线组上,导体与屏蔽间的距离波动较小,因而具有较好的SRL值。缺点是制造工艺较复杂,线组护套后,绝缘外径、衰减、传输时延比不护套时略大
再配合下面的咨询就更加完美,请参考:(续3):
d) 图8为带护套的屏蔽对绞组电缆。其优点是抗拉、抗压能力较强,电缆安装前后的结构稳定性和电气一致性好,线对屏蔽加在护套后的线对上,导体与屏蔽间的距离波动较小,因而具有较好的SRL值。由于是单对线结构,不存在电缆内部串音的问题,因此对绞组还可以用平行线代替,内护套材料也可以与绝缘料不同。缺点是制造工艺较复杂,线对护套后,绝缘外径、衰减、相时延比不护套时略大。 图7 图8e) 图9、图10分别是为带护套的非屏蔽和屏蔽对绞组电缆。其优点是抗拉、抗压能力较强,电缆安装前后的结构稳定性和电气一致性好。线对的两导体中心距波动较小,因而具有较好的SRL值。另一方面,此充分利用了维持TEM传播的模式,故其线组间的串音也改善很多。缺点是制造工艺较复杂,线组护套后,绝缘外径、衰减、时延比不护套时略大。
图9 图10
f) 图11、图12为特殊条件下使用的非屏蔽对绞组电缆。其优点是抗拉、抗压能力较强,电缆安装前后的结构稳定性和电气一致性好,绝缘导体相互粘连,单导体无法实现独立旋转,确保导体间距的一致性,而达到极其稳定的阻抗和线对优异的平衡性能。线对的两导体中心距波动较小,因而具有较好的SRL值。另一方面,此充分利用了维持TEM传播的模式,故其线组间的串音也改善很多。缺点是制造工艺较复杂,线组护套后,绝缘外径、衰减和时延比不护套时略大。 g) 图13、图14为传输频率可达1GHz以上的平行粘连线结构。为了减少集肤效应影响,用镀银退火铜线作为导体。由于在1GHz频带内,如果采用对绞结构,要想改变线对间的绞合节距使它们互不干扰很难做得到,也很难用屏蔽把每一个线对独立分隔,因为在屏蔽内很可能形成间隙。另外,由于屏蔽和信号线间的距离有波动也会引起阻抗的波动。此外,如果这些芯线绞合不均匀,那么一根单线的长度与线对另一根线的长度就不一样,而这种差异很可能导致信号传播延迟畸变。为此,采用了物理发泡沫绝缘的平行粘连线结构。粘连线的S值变化很小,确保了SRL值。由于每个线组都采用了箔包绕包屏蔽(因为线对无绞合,故绕包层平整,提高了SRL值),因此,没有节距时也不会造成线组间的串音。为了保持电磁场的对称性,图13所示结构中,屏蔽连通线用了两根,尽管这会带来衰减的轻微增加,但其它指标得到改善,因此也是值得的。 图11 图12 图13 图14 5.高频对称电缆制造技术 高频对称电缆制造的关键是保持电缆在宏观和微观上结构尺寸的精确和尽可能小的偏差。 5.1 绝缘 绝缘是高频对称电缆制造的基础,绝缘芯线的质量直接影响着能否成功生产出高频对称电缆, 因此,除了生产绞合导体高频对称缆外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。下面介绍绝缘工序的几个主要因素 5.1.1 严格控制导体和绝缘外径的波动 通过对阻抗公式的分析得知:导体的波动比绝缘外径的波动影响更大。因此,根据绝缘生产线的情况尽可能将导体波动控制在一个较小的范围内。对于六类以上的对称电缆其波动应控制在±0.002~±0.003mm以内。绝缘外径应控制在±0.010~±0.015mm以内。如果是粘连线,则导体中心距波动宜控制在3%以内。 5.1.2 严格控制导体、绝缘的不圆度 当导体和绝缘不是理想的圆柱时会造成电场畸变,影响电场的分布,从而影响电缆的许多项电气性能指标。影响导体不圆度的主要因素有成品拉丝模孔不圆、导体在挤塑前所经过过线轮上损伤。影响绝缘不圆度的主要因素有:挤塑模盖孔不圆、挤塑温度过高,在冷却前热的塑料因重力作用下坠而造成、绝缘芯线在过线轮上擦伤。导体最大不圆度不宜大于0.002mm。绝缘的最大不圆度不宜大于0.015mm。 5.1.3 严格控制绝缘偏心 绝缘偏心会影响对称电缆的工作电容和电感从而引起阻抗的波动。通常情况下生产六类及以上电缆时同心度应在97%以上。造成绝缘偏心的主要因素有:模芯与导体间的间隙过大造成导线在模芯内晃动、挤塑温度过高,在冷却前热的塑料因重力作用下坠而造成、模芯和模盖同心度不够。在国外,通常采用一种特殊设计的可微调偏的自定心机头配合在线偏心监测仪来调整同心度,其同心度可达98%以上。 5.1.4 绝缘颜色 高频对称电缆的绝缘芯线的颜色分为单色线和带标志色(色环、色点和色条)线两类。由于绝缘料中加入色母料后,常常会因为色母料内部有矿物质,它的不均匀分布会造成相对介电常数的不均匀,引发不同程度的反射波,同时也会增加介质损耗角正切值,故生产六类以上电缆时,最好采用表皮着色技术,并尽可能降低颜色深度,从而减少色母料的不良影响。如果采用色环或色点作标志色时,宜在绝缘芯线未进入冷却水槽前用油墨着色,否则色环或色点易脱落。由于在高速度绝缘线上使用印色环或色点着色的成本高、技术难度较大,因此,应尽可能采用色条方式。 5.1.5 其它严格控制绝缘附着力:导体与绝缘间的附着力过小,会造成后工序加工时导体与绝缘间的相对转动,造成微观上的不均匀,影响SRL值。附着力过大,在有些使用场合下,会影响使用。因此,应根据电缆的具体情况确定附着力的控制范围并严格控制。影响绝缘附着力的因素有:导体挤塑前
数据电缆的生产和设备介绍
当前全球正在跨入信息社会,信息高速公路的建设正在一些工业化国家迅速发展,以期在二十一世纪初期实现这一划时代的宏伟规划。局域网是构成高速信息网的基本单位,所以局域网用数据电缆的需求也迅猛增长,数据电缆到目前为止,有两种电缆:一种是美洲推行的100Ω电缆,主要是针对非屏蔽类电缆;另一种是欧洲推行的150Ω电缆,主要是针对屏蔽类电缆。数据电缆到现在为止,国际上的相关标准一般分为三类、四类(已取消)、五类、增强性五类、六类,它们分别对应的传输带宽为16MHz、20MHz、100MHz、100MHz(支持全双工传输)、250MHz,对与七类、甚至八类目前在国际标准上没有正式定义,只是各家布线厂家的炒作而已;对应于不同的数据电缆级别ISO/IEC有相应的通道级别与之对称,目前一般分为CLASSA、CLASSB、CLASSC、CLASSD、CLASSE级,当然现在也有在推CLASSF级的。其实两个不同地区推不同阻抗要求的电缆是基于他们推不同的结构所产生的,美洲推行的100Ω电缆,主要是美洲到目前为止都不太推行屏蔽结构,这是因为如有了屏蔽结构就会形成导体与屏蔽层之间的临近效应,改变导体的电容和电阻等低频参数,另在屏蔽层上也会有高频窝旋电流的产生。但不用屏蔽结构,线缆就没有抵抗外界干扰能力和保密性差,而且如要做到像300MHZ以上的传输较困难,所以欧洲就实行了屏蔽结构,那么怎样才能消除由屏蔽层带来的困扰,就只好通过增大阻抗,所以欧洲一般在推行150Ω电缆。两种结构谁好谁坏还是要根据不同的应用环境来断定,所以现在国际上布线一般都是讲究两种布线方式的组合。但目前应用较广的还是非屏蔽结构,且由于信息化的发展,对传输带宽要求的跟进,目前较为流行的是五类和增加性五类非屏蔽数据电缆,下面就以此为点来介绍一下:
1、 生产工艺流程图(以现在最流行的二步法生产方式为例):
2、 生产过程及设备特点:
初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。因为一般市话电缆只是在音频范围内使用,就是用脉码调制通话系统,电缆的测试频率亦只有1MHz左右,而数据电缆的测试频率要达100 MHz、250 MHz还有甚至500 MHz等。因此对电缆结构的对称性和精密性要求甚高。目前数据缆的生产流程可归纳如下(国内现在有应用的):
A.单工序方案 B.组绞方案 C.成缆-护套联动方案
注:现在的台资企业有将护套与成圈一起的。
这三种方案的主要区别在于对绞、成缆两工序,分开还是合并的问题。过去不少人认为生产高质量的数据电缆一定要用群绞。群绞的最大优点是将对绞、成缆两工序合而为一,省除了对绞后的收绕和成缆时的放出,使对绞的反复弯曲减少,从而提高了电缆的质量。但其缺点为生产效率低、投资大。通过各国的多年实践验证,对绞、成缆分开还是合并各有优缺点,其最终结果均能生产出高质量的数据缆。在分开对绞、成缆的方案中,绞对机的放线是在机器旋转体的外面,主动放线及精密张力控制要比群绞容易得多,附加屏蔽也方便。对超五类及以上的电缆,现已开始在对绞机及成缆机上采用退扭或部分退扭放线,以提高绞对及成缆的质量水平,但现在被普遍采用的是绞对上的退扭。这在分开工序上比较容易做到,但在群绞机上就困难得多。归纳起来,群绞方案的最大优点可能是省人工和占地小,并减少芯线弯曲,容易保证性能。最大的缺点是放线不易退扭,对线间节距相差较长,生产速度受最小节距对的限制,对线受力均匀性不及单独工序,而且投资大。因此,目前主要还是以两步法为主。
下面就各种工序的设备来进行一些分析:
A. 拉丝—绝缘串列生产线(简称串联线)
这是生产数据电缆最关健的工序,除了生产数据电缆的绞线线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。
目前能达到以上要求的高速串联线的生产厂家国内的不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min,不可以做物理发泡。所以一般现在采用的都是进口串联线,如罗森泰、耐克斯龙、日本神户制钢、美国戴维斯。这些厂家里最被推广的还是罗森泰及耐克斯龙,他们的速度在1800m/min——2200m/min,可以做皮泡皮绝缘,(也可做一些氟塑料绝缘),为未来的小线芯六类缆和更高级别的数据电缆奠定基础,但价格较贵,就是现在价格下调了,如果一条线全部配齐也在一千多万人民币。
目前市面上被认可的单线分色,大都采用美国色标,四对线分别:白一篮、白一橙、白一绿、白一棕。为了便于分线,现在电缆厂中采用是在白色线芯上印有色环或色条。当采用色环时,热线芯在挤出机头出来后即通过高速色环机,虽然进口的色环机号称可达1200m/min—2000m/min,但高速油墨需全部进口,即使采用高速油墨,在聚乙烯绝缘上,线速在1200m/min时喷印色环,干燥已不易,且成本高,故在一些高速串联线不太被采用。在进口的高速串联线上较被推的是色条,只要在挤出机头上加一个小挤出机,且生产成本低,生产速度不受影响。
B.绞对机
数据电缆的绞对机,在原理上和电话电缆绞对机没有多大区别。只是绞合节距甚小,一般均在10——25mm范围内,但对节距的稳定性及张力控制要求很高。下面是两种绞对机的质量控制要求对照表:
序号
控制指标
数据电缆生产
电话电缆生产
1
绞对节距范围
10一25mm
40一130mm
2
绞合节距变动误差
≦3%或≦0.5mm
≦5%或≦4mm
3
芯线张力波动
≦+10%
≦+25%
4
最大电阻不平衡
≦2%
≦5%
5
对线对地不平衡
≦330pF/100m
≦570pF/100m
为了达到以上要求,绞对机的放线装置应做到主动放线,并有灵敏的张力反馈,并保持两根线的放线张力均匀和长度一样。同时机器上所有的转向导轮应尽可能加大,以免铜线与绝缘之间的附着力受到影响。由于数据电缆的绞合节距较短,所以必需尽可能提高其转弓速度,以提高产量。
目前在大陆的绞对机生产厂家中上海金东、合肥神马的还不错,台湾也有部分较理想的绞对机。现在真正被客户应用和认可的还是进口的,如法国的高登、法国波逖亚、日本琴玲,性能好,但价格高。
C.成缆机
数据电缆成缆机可分为两种类型:双扭式和单扭式。双扭式速度快,精度相对较低,普遍采用于数据电缆的五类缆与超五类缆生产。对与六类缆及要求较高的屏蔽电缆,国际上普遍采用单扭成缆机,精度高。下面是单扭和双扭成缆机的性能比较:
序号
控制指标
800-1000双扭式
800-1000单扭式
1
最大转速(转/分)
500-1000
500-800
2
最大扭绞(扭/分)
1000-2000
500-800
3
成缆速度(米/分)(节距以100来计)
100-200
50-80
4
适用范围
用于UTP
五类和超五类缆
各种数据缆,包括FTP、STP、SSTP
国内外生产成缆机的厂家基本同绞对机的。法国波逖亚采用的是群绞(绞对和成缆合二为一)。另大对数数据电缆的成缆也采用改装的电话电缆成缆机,或各设备生产厂家对应的改装设备。
D.护套机
数据是缆护套生产线的特点是护套厚度较薄,一般只有0.5mm左右,通常采用聚氯乙烯或其他聚烯烃化合物。在挤出过程中,要使缆芯结构保持其几何位置不变,故通常采用定心式挤出机头和半挤管式模具。在护套表面要印上标识,因电缆外形不一定平滑,所以通常采用电脑喷印。护套生产在整个数据电缆生产过程中是控制最简单的环节,所以一般采用国产护套生产线即可满足要求,根据挤出外径大小,一般采用65型挤出机。
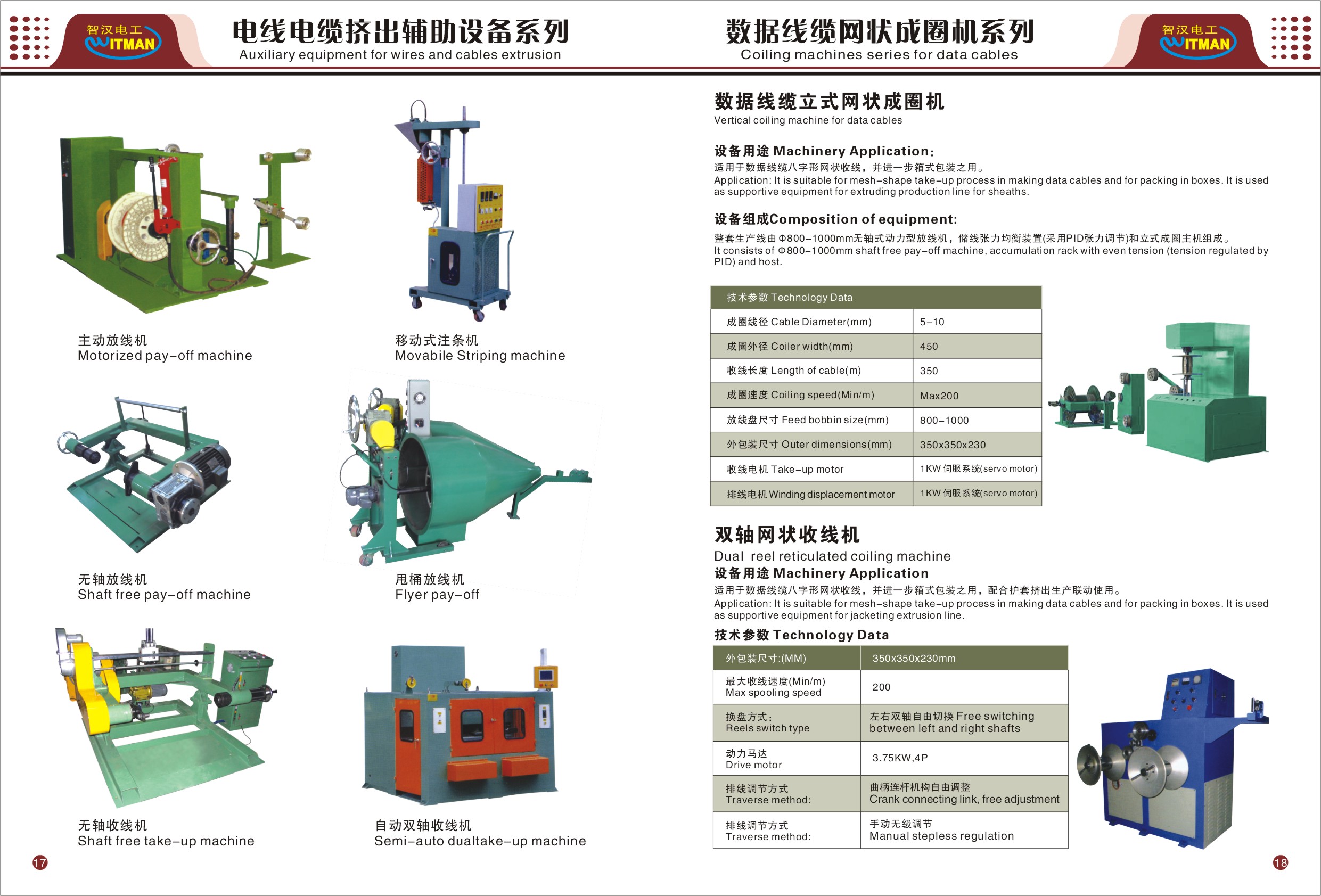
E.成圈包装
由于数据缆的装箱长度一般为1000英尺(304.8米)。为了使施工放线方便,又要保持电缆在放出时不受扭曲,以免影响性能,现在普通采用的有两种方式:匣式无扭自由放线包装和绕盘纸匣放线包装。后者需将电缆绕在纸板盘上,再装入纸箱中,用芯轴托住,使用时从槽口将电缆拖出,这种包装方法成本较高,同时电缆纸盘需转动,此种方式目前主要应用六类缆的包装。目前,国际上最流行的是匣式无扭自由放线,电缆在成圈时采用特殊交叉卷绕,这样在放线时电缆不会扭曲。这种成圈机现在生产厂家较多,国际上最先进、效果最好的是美国文登,价格也很贵。
F.成品测试
对数据缆的成品测试要求,要比电话电缆高得多。电话电缆测试最高在1 MHz,而数据电缆现在国际已频发标准的要达到250 MHz。美国EIA/TIA(电子工业协会/电讯工业协会)标准,还是ISO/IEC(国际标准化组织/国际电工会议)标准都严格规定了电缆出厂标准。目前市面的测试仪有精装式和便携式。精装式有瑞士AESA、美国DCM、台湾惠盈、德国MEA等,在这些厂家中,最被采用的是瑞士AESA、美国DCM,价格也昂贵。便携式的有FLUKE、IDEAL等,这些一般用于工程上的检测,不可作为出厂检测。选用先进的测试系统,不仅对控制生产质量,确定产品的等级十分重要。并且根据测试统计分析结果,来改进提高工艺和产品质量,帮助也极大。
以上只是个人的生产实践经验,如有不妥之处敬请谅解,也可来函探讨。
绝缘生产线:1、串联生产线,生产速度1000M/S,80万。
2、普通生产线(主动放线式):17~20万
对绞机:1、三节距:25万。
2、双退扭:25万。
3、普通式:8万。
绞缆机:1、双节距:15万。
2、悬臂单绞机:25万。
护套挤出机:70型:17~21万。
成圈机:12万。
月产7500箱最底配置:100万。
| 浅析数据电缆的生产和设备介绍 | ||||||||||||||||||||||||||||||||||||||||||||
| 当前全球正在跨入信息社会,信息高速公路的建设正在一些工业化国家迅速发展,以期在二十一世纪初期实现这一划时代的宏 伟规划。局域网是构成高速信息网的基本单位,所以局域网用数据电缆的需求也迅猛增长,数据电缆到目前为止,有两种电缆;一 种是美洲推行的100Ω电缆,主要是针对非屏蔽类电缆;另一种是欧洲推行的150Ω电缆,主要是针对屏蔽类电缆。 数据电缆到现在为止,国际上的相关标准一般分为三类、四类(已取消)、五类、增强性五类、六类,它们分别对应的传输带 宽为16MHz、20MHz、100MHz、100MHz(支持全双工传输)、250MHz,对与七类、甚至八类目前在国际标准上没有正式定义,只是 各家布线厂家的炒作而已;对应于不同的数据电缆级别ISO/IEC有相应的通道级别与之对称,目前一般分为CLASSA、CLASSB、 CLASSC、CLASSD、CLASSE级,当然现在也有在推CLASSF级的。其实两个不同地区推不同阻抗要求的电缆是基于他们推不同的结构 所产生的,美洲推行的100Ω电缆,主要是美洲到目前为止都不太推行屏蔽结构,这是因为如有了屏蔽结构就会形成导体与屏蔽层之 间的临近效应,改变导体的电容和电阻等低频参数,另在屏蔽层上也会有高频窝旋电流的产生。但不用屏蔽结构,线缆就没有抵抗 外界干扰能力和保密性差,而且如要做到像300MHZ以上的传输较困难,所以欧洲就实行了屏蔽结构,那么怎样才能消除由屏蔽层带 来的困扰,就只好通过增大阻抗,所以欧洲一般在推行150Ω电缆。两种结构谁好谁坏还是要根据不同的应用环境来断定,所以现在 国际上布线一般都是讲究两种布线方式的组合。 但目前应用较广的还是非屏蔽结构,且由于信息化的发展,对传输带宽要求的跟进,目前较为流行的是五类和增加性五类非屏 蔽数据电缆,下面就以此为点来介绍一下: 1、生产 工艺流程图(以现在最流行的二步法生产方式为例):  2、生产过程及设备特点: 初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。因为一般市 话电缆只是在音频范围内使用,就是用脉码调制通话系统,电缆的测试频率亦只有1MHz左右,而数据电缆的测试频率要达100MHz、 250MHz还有甚至500MHz等。因此对电缆结构的对称性和精密性要求甚高。 目前数据缆生产流程可归纳如下(国内现有应用的): A.单工序方案 B.组绞方案 C.成缆护套联动方案  注:现在的台资企业有将护套与成圈一起的。 这三种方案的主要区别在于对绞、成缆两工序,分开还是合并的问题。过去不少人认为生产高质量的数据电缆一定要用群绞。 群绞的最大优点是将对绞、成缆两工序合而为一,省除了对绞后的收绕和成缆时的放出。使对绞的反复弯曲减少,从而提高了电缆 的质量。但其缺点为生产效率低、投资大。通过各国的多年实践验证,对绞、成缆分开还是合并各有优缺点,其最终结果均能生产 出高质量的数据缆。在分开对绞、成缆的方案中,绞对机的放线是在机器旋转体的外面,主动放线及精密张力控制要比群绞容易得 多,附加屏蔽也方便。对超五类及以上的电缆,现已开始在对绞机及成缆机上采用退扭或部分退扭放线,以提高绞对及成缆的质量 水平,但现在被普遍采用的是绞对上的退扭。这在分开工序上比较容易做到,但在群绞机上就困难得多。归纳起来,群绞方案的最 大优点可能是省人工和占地小,并减少芯线弯曲,容易保证性能。最大的缺点是放线不易退扭,对线间节距相差较长,生产速度受 最小节距对的限制,对线受力均匀性不及单独工序,而且投资大。因此,目前主要还是以两步法为主。 下面就各种工序的设备来进行一些分析: A. 拉丝—绝缘串列生产线(简称串联线) 这是生产数据电缆最关健的工序,除了生产数据电缆的绞线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均 毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。 目前能达到以上要求的高速串联线的生产厂家国内的还不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万 人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min,不可以做物理发泡。 所以一般现在采用的都是进口串联线,如罗森泰、耐克斯龙、日本神户制钢、美国戴维斯。这些厂家里最被推广的还是罗森泰及耐 克斯龙,他们的速度在1800m/min——2200m/min,可以做皮泡皮绝缘,(也可做一些氟塑料绝缘),为未来的小线芯六类缆和更高 级别的数据电缆奠定基础,但价格较贵,就是现在价格下调了,如果一条线全部配齐也在一千多万人民币。 目前市面上被认可的单线分色,大都采用美国色标,四对线分别:白-篮、白—橙、白-绿、白-棕。为了便于分线,现在电 缆厂中采用是在白色线芯上印有色环或色条。当采用色环时,热线芯在挤出机头出来后即通过高速色环机,虽然进口的色环机号称 可达1200m/min-2000m/min,但高速油墨需全部进口,即使采用高速油墨,在聚乙烯绝缘上,线速在1200m/min时喷印色环,干燥 已不易,且成本高,故在一些高速串联线不太被采用。在进口的高速串联线上较被推的是色条,只要在挤出机头上加一个小挤出 机,且生产成本低,生产速度不受影响。 B. 绞对机 数据电缆的绞对机,在原理上和电话电缆绞对机没有多大区别,只是绞合节距甚小,一般均在10-25mm范围内,但对节距的稳定 性及张力控制要求很高。 下面是两种绞对机的质量控制要求对照表:
为了达到以上要求,绞对机的放线装置应做到主动放线,并有灵敏张力反馈,并保持两根线放线张力均匀和长度一样。同时机
国内外生产成缆机的厂家基本同绞对机的。法国波逖亚采用的是群绞(绞对和成缆合二为一)。另大对数数据电缆的成缆也采 |
michael发的这有 http://www.--diyadian.com/dq/jsqy/95872.asp http://www.--diyadian.com/dq/jsqy/95874.asp 不好意思 是链接 | |
生产数据缆就以下设备吗?
1、绝缘生产线 2、对绞机 3、绞缆机 4、护套挤出机 5、成圈机 还有其它吗
在线检测设备(如外径、偏心、电容检测)对于数据缆的生产作用怎么样
对绞时用带有返捻的对绞机要比一般的对绞机好很多.
有机会我把两种机台所绞线成品的结构和电气特性作一个对比和大家分享一下.
数据缆绞对机与普通绞对机的主要差别是在于牵引的位置,数据缆必须用内牵。这是原理上的差别,其它方面是制造精度与控制精度的问题。
有许多厂家的绞对机收线张力是用磁粉离合器控制,这是不合理的。
同意cat6e观点,我司用的对绞机台是高国产的高登机台,但是在生产如CAT.6 SSTP线材是张力为是很稳定,控制不到≤+10%
另有一点请教:用65机生产LSOH线材,除用专用螺杆外可以提高产能,还有没有其它好一点的方法(在不改变主机设备)
一,使用WS PRO能完成以下重点参数的测试,此方案的价格在20万左右,实验室及工程方案
o
Insertion loss
o length
o wiremap
o
NEXT/PSNEXT loss
o
ACRF/PSACRF loss (previously ELFEXT/PSELFEXT)
o
Return loss
o
Propagation delay/Delay skew
o
Alien Crosstalk
o
PSANEXT loss
o
Average
PSANEXT loss
o
PSAACRF loss
o
Average PSAACRF loss
二,使用DCM+NA测试方案可得出如下参数,此方案的价格在200万左右,实验室方案
| Insertion Loss (Attenuation) | Attenuation to Crosstalk Ratio |
| NEXT Loss (Near End Crosstalk) | Velocity of Propagation (VoP) |
| FEXT Loss (Far End Crosstalk) | TCL and TCTL (optional) |
| Crosstalk Power Sums | Transfer Impedance (optional) |
| Structural Return Loss (SRL) | Screening Attenuation (optional) |
| Return Loss (RL) | Capacitance and Resistance |
| Propagation Delay and Delay Skew | Capacitance Unbalance |
| Impedance (Input and Characteristic) | Resistance Unbalance |
|
|
性及张力控制要求很高。
??什么意思
对绞机: 2、三节距对绞机 , 四台:。
绞缆机: 3、单绞成缆机+护套 一套
成圈机:4.打包机 一套
可交钥匙工程
月产10000箱
13980609752
bakerchen:
当前全球正在跨入信息社会,信息高速公路的建设正在一些工业化国家迅速发展,以期在二十一世纪初期实现这一划时代的宏伟规划。局域网是构成高速信息网的基本单位,所以局域网用数据电缆的需求也迅猛增长,数据电缆到目前为止,有两种电缆:一种是美洲推行的100Ω电缆,主要是针对非屏蔽类电缆;另一种是欧洲推行的150Ω电缆,主要是针对屏蔽类电缆。数据电缆到现在为止,国际上的相关标准一般分为三类、四类(已取消)、五类、增强性五类、六类,它们分别对应的传输带宽为16MHz、20MHz、100MHz、100MHz(支持全双工传输)、250MHz,对与七类、甚至八类目前在国际标准上没有正式定义,只是各家布线厂家的炒作而已;对应于不同的数据电缆级别ISO/IEC有相应的通道级别与之对称,目前一般分为CLASSA、CLASSB、CLASSC、CLASSD、CLASSE级,当然现在也有在推CLASSF级的。其实两个不同地区推不同阻抗要求的电缆是基于他们推不同的结构所产生的,美洲推行的100Ω电缆,主要是美洲到目前为止都不太推行屏蔽结构,这是因为如有了屏蔽结构就会形成导体与屏蔽层之间的临近效应,改变导体的电容和电阻等低频参数,另在屏蔽层上也会有高频窝旋电流的产生。但不用屏蔽结构,线缆就没有抵抗外界干扰能力和保密性差,而且如要做到像300MHZ以上的传输较困难,所以欧洲就实行了屏蔽结构,那么怎样才能消除由屏蔽层带来的困扰,就只好通过增大阻抗,所以欧洲一般在推行150Ω电缆。两种结构谁好谁坏还是要根据不同的应用环境来断定,所以现在国际上布线一般都是讲究两种布线方式的组合。但目前应用较广的还是非屏蔽结构,且由于信息化的发展,对传输带宽要求的跟进,目前较为流行的是五类和增加性五类非屏蔽数据电缆,下面就以此为点来介绍一下:
1、 生产工艺流程图(以现在最流行的二步法生产方式为例):
2、 生产过程及设备特点:
初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。因为一般市话电缆只是在音频范围内使用,就是用脉码调制通话系统,电缆的测试频率亦只有1MHz左右,而数据电缆的测试频率要达100 MHz、250 MHz还有甚至500 MHz等。因此对电缆结构的对称性和精密性要求甚高。目前数据缆的生产流程可归纳如下(国内现在有应用的):
A.单工序方案 B.组绞方案 C.成缆-护套联动方案
注:现在的台资企业有将护套与成圈一起的。
这三种方案的主要区别在于对绞、成缆两工序,分开还是合并的问题。过去不少人认为生产高质量的数据电缆一定要用群绞。群绞的最大优点是将对绞、成缆两工序合而为一,省除了对绞后的收绕和成缆时的放出,使对绞的反复弯曲减少,从而提高了电缆的质量。但其缺点为生产效率低、投资大。通过各国的多年实践验证,对绞、成缆分开还是合并各有优缺点,其最终结果均能生产出高质量的数据缆。在分开对绞、成缆的方案中,绞对机的放线是在机器旋转体的外面,主动放线及精密张力控制要比群绞容易得多,附加屏蔽也方便。对超五类及以上的电缆,现已开始在对绞机及成缆机上采用退扭或部分退扭放线,以提高绞对及成缆的质量水平,但现在被普遍采用的是绞对上的退扭。这在分开工序上比较容易做到,但在群绞机上就困难得多。归纳起来,群绞方案的最大优点可能是省人工和占地小,并减少芯线弯曲,容易保证性能。最大的缺点是放线不易退扭,对线间节距相差较长,生产速度受最小节距对的限制,对线受力均匀性不及单独工序,而且投资大。因此,目前主要还是以两步法为主。
下面就各种工序的设备来进行一些分析:
A. 拉丝—绝缘串列生产线(简称串联线)
这是生产数据电缆最关健的工序,除了生产数据电缆的绞线线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。
目前能达到以上要求的高速串联线的生产厂家国内的不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min,不可以做物理发泡。所以一般现在采用的都是进口串联线,如罗森泰、耐克斯龙、日本神户制钢、美国戴维斯。这些厂家里最被推广的还是罗森泰及耐克斯龙,他们的速度在1800m/min——2200m/min,可以做皮泡皮绝缘,(也可做一些氟塑料绝缘),为未来的小线芯六类缆和更高级别的数据电缆奠定基础,但价格较贵,就是现在价格下调了,如果一条线全部配齐也在一千多万人民币。
目前市面上被认可的单线分色,大都采用美国色标,四对线分别:白一篮、白一橙、白一绿、白一棕。为了便于分线,现在电缆厂中采用是在白色线芯上印有色环或色条。当采用色环时,热线芯在挤出机头出来后即通过高速色环机,虽然进口的色环机号称可达1200m/min—2000m/min,但高速油墨需全部进口,即使采用高速油墨,在聚乙烯绝缘上,线速在1200m/min时喷印色环,干燥已不易,且成本高,故在一些高速串联线不太被采用。在进口的高速串联线上较被推的是色条,只要在挤出机头上加一个小挤出机,且生产成本低,生产速度不受影响。
B.绞对机
数据电缆的绞对机,在原理上和电话电缆绞对机没有多大区别。只是绞合节距甚小,一般均在10——25mm范围内,但对节距的稳定性及张力控制要求很高。下面是两种绞对机的质量控制要求对照表:
为了达到以上要求,绞对机的放线装置应做到主动放线,并有灵敏的张力反馈,并保持两根线的放线张力均匀和长度一样。同时机器上所有的转向导轮应尽可能加大,以免铜线与绝缘之间的附着力受到影响。由于数据电缆的绞合节距较短,所以必需尽可能提高其转弓速度,以提高产量。
目前在大陆的绞对机生产厂家中上海金东、合肥神马的还不错,台湾也有部分较理想的绞对机。现在真正被客户应用和认可的还是进口的,如法国的高登、法国波逖亚、日本琴玲,性能好,但价格高。
C.成缆机
数据电缆成缆机可分为两种类型:双扭式和单扭式。双扭式速度快,精度相对较低,普遍采用于数据电缆的五类缆与超五类缆生产。对与六类缆及要求较高的屏蔽电缆,国际上普遍采用单扭成缆机,精度高。下面是单扭和双扭成缆机的性能比较:
国内外生产成缆机的厂家基本同绞对机的。法国波逖亚采用的是群绞(绞对和成缆合二为一)。另大对数数据电缆的成缆也采用改装的电话电缆成缆机,或各设备生产厂家对应的改装设备。
D.护套机
数据是缆护套生产线的特点是护套厚度较薄,一般只有0.5mm左右,通常采用聚氯乙烯或其他聚烯烃化合物。在挤出过程中,要使缆芯结构保持其几何位置不变,故通常采用定心式挤出机头和半挤管式模具。在护套表面要印上标识,因电缆外形不一定平滑,所以通常采用电脑喷印。护套生产在整个数据电缆生产过程中是控制最简单的环节,所以一般采用国产护套生产线即可满足要求,根据挤出外径大小,一般采用65型挤出机。
E.成圈包装
由于数据缆的装箱长度一般为1000英尺(304.8米)。为了使施工放线方便,又要保持电缆在放出时不受扭曲,以免影响性能,现在普通采用的有两种方式:匣式无扭自由放线包装和绕盘纸匣放线包装。后者需将电缆绕在纸板盘上,再装入纸箱中,用芯轴托住,使用时从槽口将电缆拖出,这种包装方法成本较高,同时电缆纸盘需转动,此种方式目前主要应用六类缆的包装。目前,国际上最流行的是匣式无扭自由放线,电缆在成圈时采用特殊交叉卷绕,这样在放线时电缆不会扭曲。这种成圈机现在生产厂家较多,国际上最先进、效果最好的是美国文登,价格也很贵。
F.成品测试
对数据缆的成品测试要求,要比电话电缆高得多。电话电缆测试最高在1 MHz,而数据电缆现在国际已频发标准的要达到250 MHz。美国EIA/TIA(电子工业协会/电讯工业协会)标准,还是ISO/IEC(国际标准化组织/国际电工会议)标准都严格规定了电缆出厂标准。目前市面的测试仪有精装式和便携式。精装式有瑞士AESA、美国DCM、台湾惠盈、德国MEA等,在这些厂家中,最被采用的是瑞士AESA、美国DCM,价格也昂贵。便携式的有FLUKE、IDEAL等,这些一般用于工程上的检测,不可作为出厂检测。选用先进的测试系统,不仅对控制生产质量,确定产品的等级十分重要。并且根据测试统计分析结果,来改进提高工艺和产品质量,帮助也极大。[1000 在 2007-2-14 0:28:06 编辑过]
[feng2007 在 2007-11-1 19:01:29 编辑过]
红色标注的,有误,或者是不妥:
1:CAT7,CAT7E,CAT8的标准都出来,阁下可能不知道,没看见而已
2:测试设备,MEA早已不存在,被ASEA并购;DCM在中国市场,开始销售中低端产品,性能一般;ASAE的设备比较昂贵;惠盈早已经不存在,即使存在,也做得很一般;大中国区的,上海电缆研究所、佳晔、五所在做,佳晔市场做得很不错,缺点在对电线电缆的研究不深,测试出的数据有些瑕疵;上海电缆研究所做的,在华东市场很好,华南不行,市场开拓做有待改进,优势在于对电缆的理解很专业,同时能给企业在技术上提供支持;五所,就不说了。
生产数据电缆最关健的工序,除了生产数据电缆的绞线线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。
目前能达到以上要求的高速串联线的生产厂家国内的不多,
可能原因: 1, 伸線設備 不能穩定保証 0.002mm 的公差精度.
E.成圈包装
由于数据缆的装箱长度一般为1000英尺(304.8米)。目前,国际上最流行的是匣式无扭自由放线,电缆在成圈时采用特殊交叉卷绕,这样在放线时电缆不会扭曲。这种成圈机现在生产厂家较多,国际上最先进、效果最好的是美国文登,价格也很贵。
我现在制造仿美国文登的成圈机: REEL--Ⅱ.
欢迎垂讯RICHARD2004-6@163.COM
数据缆绞对机与普通绞对机的主要差别是在于牵引的位置,数据缆必须用内牵。这是原理上的差别,其它方面是制造精度与控制精度的问题。
有许多厂家的绞对机收线张力是用磁粉离合器控制,这是不合理的
其它方面是制造精度与控制精度的问题。有學問了.
發泡押出絞線, 張力更需准.
目前能达到以上要求的高速串联线的生产厂家国内的不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min.
经与使用者研讨后. 该些设备伸线退火过程.外径公差 > +/_ 0.003mm. 生产高级别数据缆如六类缆等还有点难度

cat5e cat6 cat6a生产及设备三步法:(不含金属编织屏蔽线)
A. 拉丝—绝缘串列生产线(简称串联线)自动上下盘
B.三节距绞对机(绞对及退扭一体机)
C.成缆护套一体机(内放外收一次成型及自动收线换盘)
操作人员:
6~8人
生产能力:
300-400箱/天,
合格率:95%以上
已有现场批量生产示范工厂车间
当前全球正在跨入信息社会,信息高速公路的建设正在一些工业化国家迅速发展,以期在二十一世纪初期实现这一划时代的宏伟规划。局域网是构成高速信息网的基本单位,所以局域网用数据电缆的需求也迅猛增长,数据电缆到目前为止,有两种电缆:一种是美洲推行的100Ω电缆,主要是针对非屏蔽类电缆;另一种是欧洲推行的150Ω电缆,主要是针对屏蔽类电缆。数据电缆到现在为止,国际上的相关标准一般分为三类、四类(已取消)、五类、增强性五类、六类,它们分别对应的传输带宽为16MHz、20MHz、100MHz、100MHz(支持全双工传输)、250MHz,对与七类、甚至八类目前在国际标准上没有正式定义,只是各家布线厂家的炒作而已;对应于不同的数据电缆级别ISO/IEC有相应的通道级别与之对称,目前一般分为CLASSA、CLASSB、CLASSC、CLASSD、CLASSE级,当然现在也有在推CLASSF级的。其实两个不同地区推不同阻抗要求的电缆是基于他们推不同的结构所产生的,美洲推行的100Ω电缆,主要是美洲到目前为止都不太推行屏蔽结构,这是因为如有了屏蔽结构就会形成导体与屏蔽层之间的临近效应,改变导体的电容和电阻等低频参数,另在屏蔽层上也会有高频窝旋电流的产生。但不用屏蔽结构,线缆就没有抵抗外界干扰能力和保密性差,而且如要做到像300MHZ以上的传输较困难,所以欧洲就实行了屏蔽结构,那么怎样才能消除由屏蔽层带来的困扰,就只好通过增大阻抗,所以欧洲一般在推行150Ω电缆。两种结构谁好谁坏还是要根据不同的应用环境来断定,所以现在国际上布线一般都是讲究两种布线方式的组合。但目前应用较广的还是非屏蔽结构,且由于信息化的发展,对传输带宽要求的跟进,目前较为流行的是五类和增加性五类非屏蔽数据电缆,下面就以此为点来介绍一下:
1、 生产工艺流程图(以现在最流行的二步法生产方式为例):
2、 生产过程及设备特点:
初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。因为一般市话电缆只是在音频范围内使用,就是用脉码调制通话系统,电缆的测试频率亦只有1MHz左右,而数据电缆的测试频率要达100 MHz、250 MHz还有甚至500 MHz等。因此对电缆结构的对称性和精密性要求甚高。目前数据缆的生产流程可归纳如下(国内现在有应用的):
A.单工序方案 B.组绞方案 C.成缆-护套联动方案
注:现在的台资企业有将护套与成圈一起的。
这三种方案的主要区别在于对绞、成缆两工序,分开还是合并的问题。过去不少人认为生产高质量的数据电缆一定要用群绞。群绞的最大优点是将对绞、成缆两工序合而为一,省除了对绞后的收绕和成缆时的放出,使对绞的反复弯曲减少,从而提高了电缆的质量。但其缺点为生产效率低、投资大。通过各国的多年实践验证,对绞、成缆分开还是合并各有优缺点,其最终结果均能生产出高质量的数据缆。在分开对绞、成缆的方案中,绞对机的放线是在机器旋转体的外面,主动放线及精密张力控制要比群绞容易得多,附加屏蔽也方便。对超五类及以上的电缆,现已开始在对绞机及成缆机上采用退扭或部分退扭放线,以提高绞对及成缆的质量水平,但现在被普遍采用的是绞对上的退扭。这在分开工序上比较容易做到,但在群绞机上就困难得多。归纳起来,群绞方案的最大优点可能是省人工和占地小,并减少芯线弯曲,容易保证性能。最大的缺点是放线不易退扭,对线间节距相差较长,生产速度受最小节距对的限制,对线受力均匀性不及单独工序,而且投资大。因此,目前主要还是以两步法为主。
下面就各种工序的设备来进行一些分析:
A. 拉丝—绝缘串列生产线(简称串联线)
这是生产数据电缆最关健的工序,除了生产数据电缆的绞线线芯外,为了保证绝缘线芯达到高度精密的几何尺寸和最佳质量,均毫无例外采用串联线。与电话电缆串联线相关,数据电缆串联线的生产要求和质量控制指标要严格很多。
目前能达到以上要求的高速串联线的生产厂家国内的不多,口杯较好的有上海金东和广东永雄,且价格还可以在一百五十万人民币左右,但稳定性方面还是较差,生产高级别数据缆如六类缆等还有点难度。线速度较低约1000m/min,不可以做物理发泡。所以一般现在采用的都是进口串联线,如罗森泰、耐克斯龙、日本神户制钢、美国戴维斯。这些厂家里最被推广的还是罗森泰及耐克斯龙,他们的速度在1800m/min——2200m/min,可以做皮泡皮绝缘,(也可做一些氟塑料绝缘),为未来的小线芯六类缆和更高级别的数据电缆奠定基础,但价格较贵,就是现在价格下调了,如果一条线全部配齐也在一千多万人民币。
目前市面上被认可的单线分色,大都采用美国色标,四对线分别:白一篮、白一橙、白一绿、白一棕。为了便于分线,现在电缆厂中采用是在白色线芯上印有色环或色条。当采用色环时,热线芯在挤出机头出来后即通过高速色环机,虽然进口的色环机号称可达1200m/min—2000m/min,但高速油墨需全部进口,即使采用高速油墨,在聚乙烯绝缘上,线速在1200m/min时喷印色环,干燥已不易,且成本高,故在一些高速串联线不太被采用。在进口的高速串联线上较被推的是色条,只要在挤出机头上加一个小挤出机,且生产成本低,生产速度不受影响。
B.绞对机
数据电缆的绞对机,在原理上和电话电缆绞对机没有多大区别。只是绞合节距甚小,一般均在10——25mm范围内,但对节距的稳定性及张力控制要求很高。下面是两种绞对机的质量控制要求对照表:
为了达到以上要求,绞对机的放线装置应做到主动放线,并有灵敏的张力反馈,并保持两根线的放线张力均匀和长度一样。同时机器上所有的转向导轮应尽可能加大,以免铜线与绝缘之间的附着力受到影响。由于数据电缆的绞合节距较短,所以必需尽可能提高其转弓速度,以提高产量。
目前在大陆的绞对机生产厂家中上海金东、合肥神马的还不错,台湾也有部分较理想的绞对机。现在真正被客户应用和认可的还是进口的,如法国的高登、法国波逖亚、日本琴玲,性能好,但价格高。
C.成缆机
数据电缆成缆机可分为两种类型:双扭式和单扭式。双扭式速度快,精度相对较低,普遍采用于数据电缆的五类缆与超五类缆生产。对与六类缆及要求较高的屏蔽电缆,国际上普遍采用单扭成缆机,精度高。下面是单扭和双扭成缆机的性能比较:
国内外生产成缆机的厂家基本同绞对机的。法国波逖亚采用的是群绞(绞对和成缆合二为一)。另大对数数据电缆的成缆也采用改装的电话电缆成缆机,或各设备生产厂家对应的改装设备。
D.护套机
数据是缆护套生产线的特点是护套厚度较薄,一般只有0.5mm左右,通常采用聚氯乙烯或其他聚烯烃化合物。在挤出过程中,要使缆芯结构保持其几何位置不变,故通常采用定心式挤出机头和半挤管式模具。在护套表面要印上标识,因电缆外形不一定平滑,所以通常采用电脑喷印。护套生产在整个数据电缆生产过程中是控制最简单的环节,所以一般采用国产护套生产线即可满足要求,根据挤出外径大小,一般采用65型挤出机。
E.成圈包装
由于数据缆的装箱长度一般为1000英尺(304.8米)。为了使施工放线方便,又要保持电缆在放出时不受扭曲,以免影响性能,现在普通采用的有两种方式:匣式无扭自由放线包装和绕盘纸匣放线包装。后者需将电缆绕在纸板盘上,再装入纸箱中,用芯轴托住,使用时从槽口将电缆拖出,这种包装方法成本较高,同时电缆纸盘需转动,此种方式目前主要应用六类缆的包装。目前,国际上最流行的是匣式无扭自由放线,电缆在成圈时采用特殊交叉卷绕,这样在放线时电缆不会扭曲。这种成圈机现在生产厂家较多,国际上最先进、效果最好的是美国文登,价格也很贵。
F.成品测试
对数据缆的成品测试要求,要比电话电缆高得多。电话电缆测试最高在1 MHz,而数据电缆现在国际已频发标准的要达到250 MHz。美国EIA/TIA(电子工业协会/电讯工业协会)标准,还是ISO/IEC(国际标准化组织/国际电工会议)标准都严格规定了电缆出厂标准。目前市面的测试仪有精装式和便携式。精装式有瑞士AESA、美国DCM、台湾惠盈、德国MEA等,在这些厂家中,最被采用的是瑞士AESA、美国DCM,价格也昂贵。便携式的有FLUKE、IDEAL等,这些一般用于工程上的检测,不可作为出厂检测。选用先进的测试系统,不仅对控制生产质量,确定产品的等级十分重要。并且根据测试统计分析结果,来改进提高工艺和产品质量,帮助也极大。[1000 在 2007-2-14 0:28:06 编辑过]
[feng2007 在 2007-11-1 19:01:29 编辑过]
个人认为 做数据缆 设备要选择 成熟设备厂 要不后续害死人呀 工艺能弥补设备缺陷 可有些 是弥补不了得 建议上数据缆项目的朋友 不要设不的花钱
学习一下,多了解一点,谢谢了。
 很好
很好
好像做的都比较大比较粗的电线
好文章
非常详细,做出线来之后还需要加工哦,别忘记了加工设备全自动电脑剥线机,端子机,铜带机之类的哈
学习了
缘生产线:1、串联生产线,生产速度1000M/S, 一台对绞机: 2、三节距对绞机 , 四台:。
绞缆机: 3、单绞成缆机+护套 一套
成圈机:4.打包机 一套
可交钥匙工程
月产10000箱
13980609752
你的速度也忒高了吧?1000米/S
数据缆设备主要配置
1/串联线
2/退扭对绞机
3/双绞成缆机(超五类内经特殊的模具改造可以生产6类)和旋臂式单绞成缆机(7类)
4/护套成圈一体机
5/成缆护套成圈一体机(成缆为双绞)
绝缘生产线:1、串联生产线,生产速度1000M/S,80万,进口机头(单双色条可选)
2、退扭对绞机:18万
3、成缆机:1、双节距:16万,电调节距,适合超5类绞线,如果工厂产量较大可配置双绞和单绞
2、悬臂单绞机:20万,适合超6/7类
4、护套挤出机:65型:25万。
5、成圈机:12万,带自动成孔,孔径可调
6、成缆护套成圈一体机 75万,生产环节少,线缆结构稳定.
月产7500箱最底配置:100万。
qq:1638984288
现在做数据缆工艺很重要,超5类线径可以做到0.45即可通过DCM检测,六类线0.54的即.
确实很详细
学习了
收获了
谢谢了
学习了
搞电缆技术的都是牛人啊
下载学习

wuzhaocang:绝缘生产线:1、串联生产线,生产速度1000M/S,80万。
2、普通生产线(主动放线式):17~20万
对绞机:1、三节距:25万。
2、双退扭:25万。
3、普通式:8万。
绞缆机:1、双节距:15万。
2、悬臂单绞机:25万。
护套挤出机:70型:17~21万。
成圈机:12万。
月产7500箱最底配置:100万。
你这设备的价格太高了
很好的文章

