超声波焊接汽车线束工艺分析 - 简版
汽车线束生产制造过程中,对于需要合线连接的导线一般采用超声波焊接机对合线接点进行焊接。超声波焊接通过焊头将机械振动直接传输至需要压接的汽车线束。
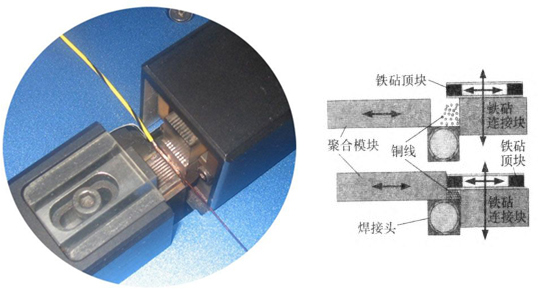
汽车线束超声波焊接机工具头主要是有焊接头、铁砧连接块、铁砧顶块、聚合模块4个部件构成。焊接时,将线垂直排列紧,贴着铁砧连接块,脚踏开关后,聚合模块向铁砧顶块方向移动,同时铁砧连接块连接铁砧顶块一同向下移动,将汽车线束紧急压在焊接区域内,焊接头产生振动,将能量传递给铜线,从而使汽车线束焊接在一起。在焊接时,除焊接头振动外,其他工具头都是不懂的。焊接完成后,聚合模块退回,铁砧顶块退回,同时铁砧连接块升起,从而可取出线束。由于焊接头是震动的,而其他工具头是固定不动的,为防止各工具头与焊接头之间形成焊接而损坏焊接机,故焊接头上表面与聚合模块地面、铁砧顶块侧面与铁砧连接块侧面留0.025mm的间隙,使焊接头不能与其他工具头相互接触。这些间隙之间也不能留有碎铜等杂物,否则焊接时会造成工具头工作表面燃蚀,严重时可损坏电路板。由于超声波振动是由焊接头产生的,其能量是由焊接头传递到铁砧顶块的,故越靠近焊接头能量越大,并且能量是由上向下传递的,故放置线时应将粗线放在下端,贴近焊接头面,较细的线依次向上垂直排列,这样可使粗线获得大的能量,从而防止过焊或焊接不足。而垂直排列可防止侧面焊接,从而保证焊接品质。
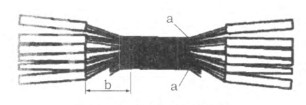
在进行超声波焊接汽车线束时,需要设置有关参数,比如:导线截面积、导线对齐方式、压强、焊接间距、振幅、宽度、压力、能量等。焊接过程中,导线应垂直重叠排列,并且大截面线应在下面靠近焊接工具头,以使焊接充分;导体应紧靠铁砧面放置,彼此紧贴在一起,以使焊接后有足够的坚固性;导体重叠的长度一般设置成13-15mm,重叠长度太短焊接强度不易保证,重叠长度太长焊接端头易形成翘起,对下道工序操作不便。焊接处表面不允许出现氧化、断丝、缺损和绝缘层融化现象。焊接与未焊接的过渡部位a应呈圆弧状,且在b区可见未焊接的导体端部。
超声波焊接汽车线束的4个重要参数:
1.振幅
在振动方向上,离振动起始点的距离,单位是微米。焊接时他们相互作用,从而直接影响到线的焊接品质,不同的线有不同的设置值。
2.宽度
聚合模块的表面与铁砧连接块的相对表面,在焊接时它们之间的间距,单位是毫米,其大小决定着焊接的宽度。
3.压力
由铁砧顶块作用在焊接区铜线上的压力,其大小与气压有关,作用方向与振动方向垂直,单位是磅/平方英寸。
4.能量
焊接过程中,焊接机释放出的总能量,单位是焦耳。即焊接时释放出的能量达到设置的值时,即完成焊接。
超声波焊接汽车线束独特的优势:
1.熔合强度高,焊接后导电性能优越,电阻系数极低或近乎零;
2.焊接材料具有不熔融、不脆弱的导体特性;
3.焊接时间短,效率大大提高,快速、节能;
4.焊接过程稳定,在线检测控制;
5.不需要任何气体、焊料、助焊剂;
6.焊接无火花、烟尘、既环保又安全;
7.提高焊接品质,保证了产品导体性能的可靠性。

